すべての誘導炉に単一の周波数があるわけではありませんが、通常は標準の商用周波数(50~60 Hz)から数百キロヘルツ(kHz)までの広いスペクトルで作動します。使用される特定の周波数は任意ではなく、巨大なトンの鉄を溶解する場合から、小規模で高純度の合金を処理する場合まで、炉の加熱特性、効率、意図された用途を決定する最も重要な設計パラメーターです。
誘導炉の動作周波数は、エネルギーが金属に伝達される方法を制御する基本的な変数です。低周波数はより深く浸透し、より活発に攪拌するため、大規模な溶解に理想的ですが、高周波数は小規模または特殊な用途に対して、より浅く制御された加熱を提供します。
誘導加熱における周波数の役割
異なる周波数範囲を理解するためには、まず作用する物理学を理解する必要があります。誘導炉は基本的に大型の変圧器であり、一次コイルが水冷式の銅コイルであり、溶解される金属(チャージ)が単巻の二次コイルとして機能します。
誘導の原理
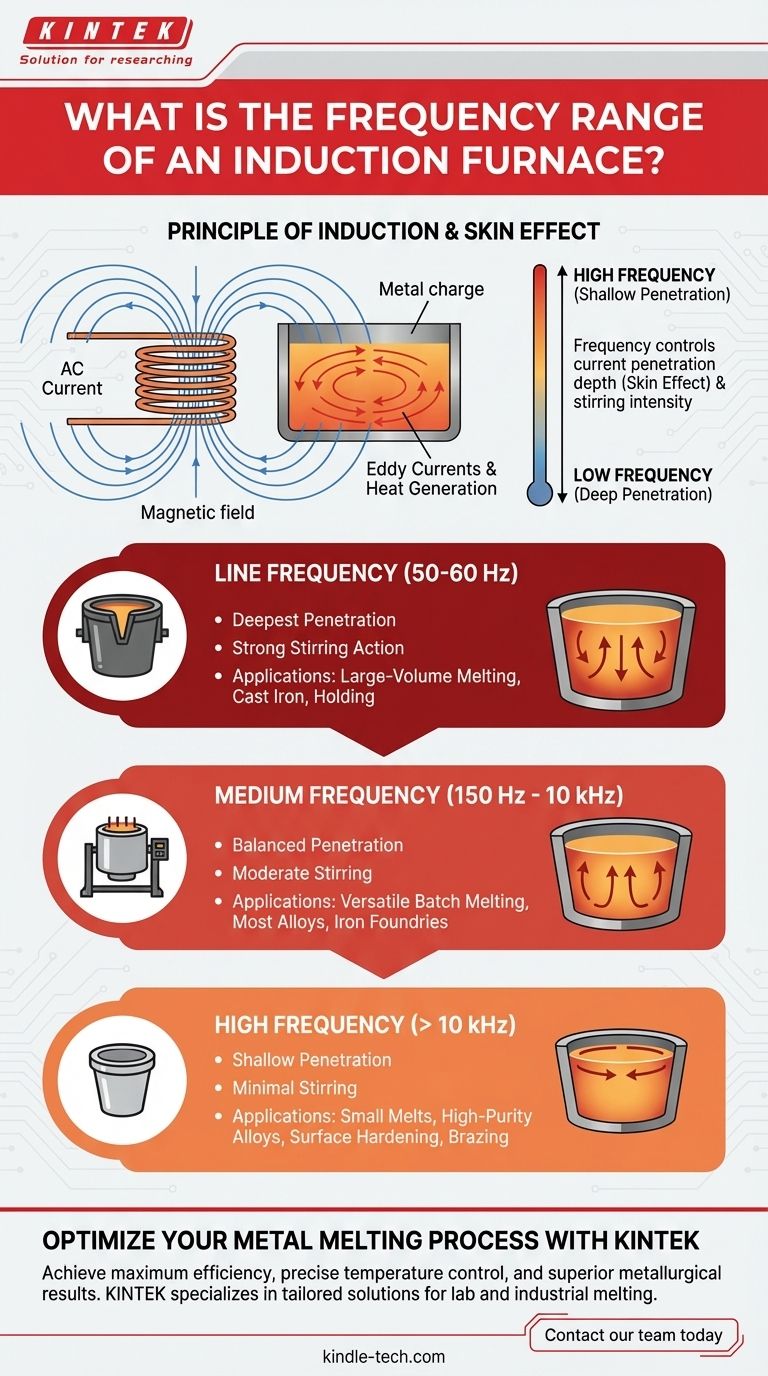
交流(AC)が一次コイルを流れると、炉内に強力で急速に変化する磁場が発生します。この磁場は、金属チャージ内に渦電流として知られる強力な電流を誘導します。金属の自然な電気抵抗により、これらの渦電流が巨大な熱を発生させ、溶解につながります。
「表皮効果」:電流の浸透深度
重要なことに、これらの渦電流は金属チャージ全体に均一に流れるわけではありません。それらは表皮効果として知られる現象により、外表面に集中する傾向があります。動作周波数は、この電流が流れる「表皮」の深さを直接制御します。
関係は逆です。
- 高周波数は浅い浸透深度をもたらします。
- 低周波数は深い浸透深度をもたらします。
攪拌 対 集中加熱
この浸透深度が炉の動作を決定します。より深い電流経路(低周波数)は、より多くの金属と相互作用し、より強力な電磁力を生み出し、活発な自然攪拌作用をもたらします。より浅い電流経路(高周波数)は、最小限の攪拌で急速な加熱のためにエネルギーを表皮に集中させます。

一般的な周波数範囲とその用途
周波数の選択は、望ましい結果に基づいた意図的なエンジニアリング上の決定です。炉は、次の3つの一般的な範囲のいずれかで動作するように作られています。
商用周波数(50 – 60 Hz)
これらの炉は、電力網から利用可能な標準周波数で動作します。非常に低い周波数は最も深いエネルギー浸透を引き起こし、大口径のチャージの溶解と大量の溶融金属の保持に最適です。強力な攪拌作用は、鋳鉄などの合金を均質化するのに優れています。保持炉として使用されることが多いチャンネル炉は、通常、商用周波数で動作します。
中周波数(150 Hz – 10 kHz)
これは、最新のコアレス誘導炉にとって最も一般的で用途の広い範囲です。中周波数システムは、加熱効率と攪拌作用の優れたバランスを提供します。鉄鋳造所から非鉄金属まで、幅広い溶解サイズと用途に適しており、商用周波数ユニットの極端な攪拌なしに急速な溶解を実現します。
高周波数(10 kHz超)
高周波数炉は非常に浅い浸透深度を生み出します。これは、少量の金属を非常に速く溶解する場合や、ガス吸収が懸念される高純度合金など、攪拌を最小限に抑えたい用途に最適です。この範囲は、表面硬化、ろう付け、はんだ付けなどの非溶解用途にも使用されます。
トレードオフの理解
周波数の選択には、競合する要因のバランスを取ることが含まれます。「最良」の単一の周波数というものはなく、その作業に最も適切なものがあるだけです。
効率 対 攪拌作用
低周波数動作による活発な攪拌は、大規模な浴槽での混合と温度均一性に優れています。しかし、この同じ乱流は酸化(スラグ生成)を増加させ、炉の耐火物ライニングの侵食を促進する可能性があります。高周波数加熱は乱流が少ないですが、特定の合金を適切に均質化するのに十分な攪拌を提供しない場合があります。
溶解サイズと電力結合
誘導加熱が効率的であるためには、浸透深度が加熱される材料の直径よりも大幅に小さくなる必要があります。非常に深い浸透深度を持つ低周波数を小さな金属片に使用すると、磁場がターゲットを「見逃す」ため、非常に非効率的になります。周波数はチャージサイズに合わせる必要があります。
初期費用と複雑さ
一般的に、商用周波数を中周波数または高周波数に変換する電源システムは、単純な商用周波数変圧器よりも複雑で初期費用が高くなります。しかし、バッチ溶解操作におけるそれらの柔軟性と効率性は、しばしば投資を正当化します。
目標に合わせた適切な選択
理想的な周波数は、運用目標に直接結びついています。誘導炉を評価する際、周波数はその目的を示します。
- 主な焦点が大量の鉄金属(例:鋳鉄)の溶解である場合: 商用周波数または低周波数炉が、深いエネルギー浸透と強力な冶金学的攪拌に最適です。
- 主な焦点がさまざまな合金の柔軟なバッチ溶解である場合: 中周波数炉が、加熱速度、効率、制御された攪拌の最良のバランスを提供します。
- 主な焦点が小規模な高純度溶解または表面熱処理である場合: 高周波数システムは、最小限の攪拌で正確かつ迅速な加熱を提供します。
結局のところ、周波数、浸透、攪拌の関係を理解することで、プロセスに完全に適合するシステムを選択できるようになります。
要約表:
| 周波数範囲 | 浸透深度 | 主な用途 |
|---|---|---|
| 商用(50-60 Hz) | 最も深い | 大規模溶解、鋳鉄、強力な攪拌 |
| 中(150 Hz - 10 kHz) | 中程度 | 多用途バッチ溶解、ほとんどの合金、バランスの取れた攪拌 |
| 高(>10 kHz) | 浅い | 小規模溶解、高純度合金、表面処理 |
KINTEKで金属溶解プロセスを最適化
適切な誘導炉の周波数を選択することは、研究室または生産施設で最大の効率、正確な温度制御、および優れた冶金学的結果を達成するために不可欠です。KINTEKは、高性能なラボ機器と消耗品の専門家であり、研究室および産業用溶解用途向けにカスタマイズされたソリューションを提供しています。
当社の専門家が、お客様固有の材料、バッチサイズ、プロセス要件に適合する理想的な誘導炉構成を選択できるようお手伝いし、より速い溶解時間、エネルギーコストの削減、一貫した高品質な結果を保証します。
溶解能力の向上にご関心がありますか? 当社のチームに今すぐお問い合わせいただき、お客様のプロジェクトについてご相談の上、KINTEKの信頼性の高い機器がお客様の成功をどのように推進できるかをご確認ください。
ビジュアルガイド