熱処理において、冷却速度は金属の最終的な機械的特性を決定する最も重要な単一の変数です。これは、金属が高温のオーステナイト状態から冷却される際に、どの微細構造、すなわち「相」が形成されるかを直接制御し、硬度、強度、延性の最終的なバランスを決定します。冷却速度が速いほど、より硬く、脆い材料になり、冷却速度が遅いほど、より柔らかく、延性のある材料になります。
核となる原理は時間との競争です。冷却が遅いと、原子は拡散して柔らかく安定した構造に配置される時間を得ます。急冷は原子にその時間を許さず、原子構造を非常に応力がかかった、不安定で極度に硬い状態に閉じ込めます。
基礎:オーステナイトから最終的な微細構造へ
冷却速度を理解するためには、まずそれが制御する変態を理解する必要があります。プロセス全体は、鋼が臨界温度まで加熱されることから始まります。
出発点:オーステナイト相
高温(通常727°Cまたは1340°F以上)では、鋼中の原子はオーステナイトと呼ばれる均一で安定した構造に配列します。この状態では、炭素は鉄格子内に完全に溶解し、均一な固溶体を形成します。このオーステナイト状態は、ほぼすべての熱処理の普遍的な出発点となります。
炭素拡散の役割
鋼が冷却されると、オーステナイトは不安定になり、異なる、より安定した構造に変化しようとします。この変態は、炭素原子が鉄の結晶格子を介して移動する、すなわち拡散する能力にかかっており、新しい相を形成します。冷却速度は、炭素原子が移動できる時間を直接決定します。
ロードマップ:時間-温度-変態(TTT)曲線図
冶金学者は、熱処理のロードマップとして時間-温度-変態(TTT)曲線図を使用します。これらの図は温度と時間をプロットし、相変態の開始と終了を示す曲線を示します。この図上で冷却経路をトレースすることにより、最終的な微細構造を予測できます。

冷却速度が結果を決定する方法
冷却曲線がTTT曲線図をたどる経路が、最終製品を決定します。急な曲線(速い冷却)は、緩やかな曲線(遅い冷却)とは全く異なる結果をもたらします。
遅い冷却(焼鈍と正規化)
鋼をゆっくりと冷却する場合、例えば電源を切った炉内(焼鈍)や静止した空気中(正規化)に放置する場合、冷却曲線はTTT曲線図の上部領域を通過します。
これにより、炭素原子はオーステナイトから拡散するための十分な時間を得ます。それらは柔らかい鉄(フェライト)と炭化鉄(セメンタイト)の層状構造を形成し、パーライトとして知られる微細構造を作り出します。その結果、内部応力が低く、柔らかく、延性があり、加工しやすい材料になります。
速い冷却(焼入れ)
鋼を水、油、またはブライン(塩水)などの媒体に浸漬して極めて速く冷却する(焼入れ)場合、冷却が非常に速いため、TTT曲線図上のパーライト変態曲線の「ノーズ」を完全に「見逃します」。
炭素原子には拡散する時間がないため、鉄格子内に閉じ込められます。これにより、構造はせん断され、マルテンサイトと呼ばれる新しい、ひずみが大きく歪んだ相になります。これは非拡散変態として知られています。
マルテンサイトの特性
マルテンサイトは例外的に硬く、強いですが、ガラスのように極めて脆いです。閉じ込められた炭素原子は結晶格子内に巨大な内部応力を生み出し、材料が衝撃で破壊されやすくなります。このため、部品が焼入れ直後の状態で使用されることはほとんどありません。
トレードオフと落とし穴の理解
冷却速度の制御はトレードオフのバランスです。ある特性を得ることは、しばしば別の特性を犠牲にすることを意味し、限界まで追求すると失敗につながる可能性があります。
硬度対靭性のジレンマ
熱処理における基本的なトレードオフは硬度と靭性です。
- 速い冷却: マルテンサイトを生成し、これは非常に硬く耐摩耗性がありますが脆い(靭性が低い)です。
- 遅い冷却: パーライトを生成し、これは非常に靭性が高く延性がありますが柔らかい(硬度が低い)です。
そのため、焼入れの後にほぼ常に焼戻しと呼ばれる二次熱処理が行われ、靭性を回復させるためにある程度の硬度が犠牲になります。
亀裂と変形の危険性
急冷中に発生する巨大な内部応力は、部品の反り、変形、または亀裂を引き起こす可能性があります。厚い部分は薄い部分よりもゆっくりと冷却され、応力差が生じ、部品が形状を失ったり、最悪の場合、壊滅的な破壊を引き起こしたりします。
焼入れ媒体の役割
焼入れ材の選択は、冷却速度を制御するために極めて重要です。各媒体は異なる冷却の厳しさを持っています。
- ブライン(塩水): 最も速く、最も厳しい焼入れ。亀裂のリスクが最も高い。
- 水: 非常に速いが、ブラインほど厳しくない。
- 油: 水よりも遅く、より敏感な鋼に対してそれほど急激でない焼入れを提供する。
- 空気: 最も遅い焼入れで、「空冷硬化」鋼に合金化された鋼に使用される。
不可欠な第二工程:焼戻し
焼入れ直後のマルテンサイトは、実用的なほとんどの用途には脆すぎるため、焼戻しを行う必要があります。
焼戻しが必要な理由
焼戻しは、焼入れされた部品の脆性を低減し、その靭性を大幅に向上させる応力除去プロセスです。これにより、材料は耐久性があり実用的なものになります。
焼戻しプロセス
焼戻しには、硬化された部品をオーステナイト領域より低い特定の温度(例:200~650°Cまたは400~1200°F)まで再加熱し、一定時間保持することが含まれます。このプロセスにより、閉じ込められた炭素原子はわずかに拡散するのに十分なエネルギーを得て、マルテンサイト内の内部応力を緩和し、微細な炭化物析出物を形成します。焼戻し温度が高いほど、靭性の向上と引き換えに失われる硬度が高くなります。
目標に応じた適切な冷却速度の選択
冷却速度の選択は、コンポーネントの最終的な目標特性によって完全に決定されるべきです。
- 最大の柔らかさと加工性を最優先する場合: 非常に遅い炉冷却(焼鈍)を使用して、粗いパーライト構造を生成します。
- 最大の硬度と耐摩耗性を最優先する場合: 非常に速い焼入れを使用して100%マルテンサイトを達成し、その後、硬度を大幅に低下させることなく応力を緩和するために低温で焼戻しを行います。
- 高い強度と良好な靭性のバランスを最優先する場合: 速い焼入れでマルテンサイトを形成し、その後、中~高温で焼戻しを行い、用途が必要とする硬度-靭性スペクトルの正確な点に到達させます。
- 圧延鋼よりも結晶粒構造を微細化し、靭性を向上させることを最優先する場合: 中程度の空冷(正規化)を使用して、細かいパーライト構造を生成します。
冷却速度を意図的に制御することにより、鋼の微細構造を設計し、そのタスクに必要な正確な性能を提供します。
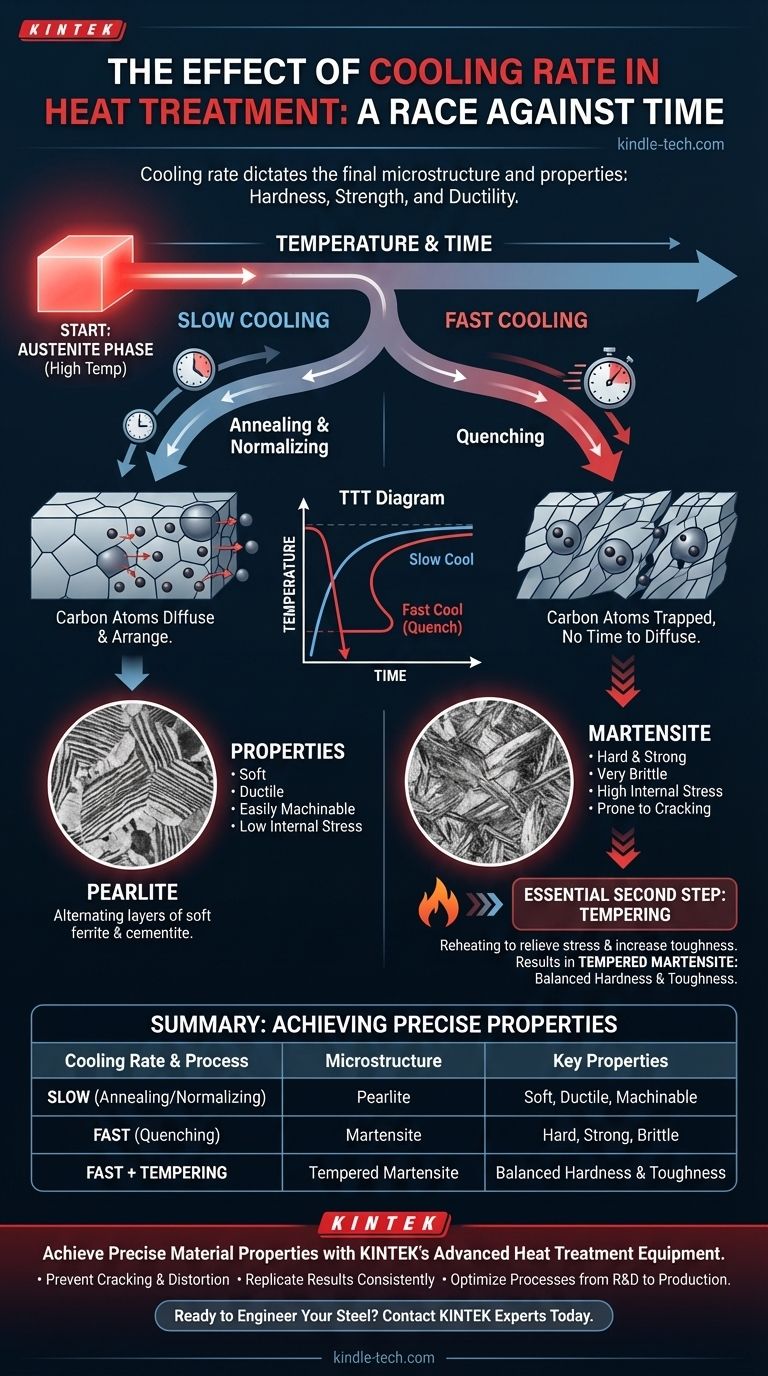
要約表:
| 冷却速度 | プロセス | 微細構造 | 主な特性 |
|---|---|---|---|
| 遅い | 焼鈍/正規化 | パーライト | 柔らかい、延性がある、加工しやすい |
| 速い(焼入れ) | 焼入れ | マルテンサイト | 硬い、強い、脆い |
| 速い + 焼戻し | 焼入れと焼戻し | 焼戻しマルテンサイト | バランスの取れた硬度と靭性 |
KINTEKの高度な熱処理装置で正確な材料特性を実現します。
柔らかさのための焼鈍、最大の硬度のための焼入れ、または強度と靭性の完璧なバランスのための焼戻しのいずれであっても、適切な装置が不可欠です。KINTEKは、お客様のプロセスが要求する正確な冷却速度を提供するラボ炉、オーブン、および焼入れシステムを専門としています。
当社のソリューションは以下に役立ちます。
- 亀裂と変形の防止: 正確な温度と冷却制御により。
- 結果の再現: バッチごとに一貫性を確保します。
- プロセスの最適化: 研究開発から生産まで、目標とする材料特性を実現します。
優れた性能のために鋼の微細構造を設計する準備はできましたか? 今すぐ専門家にご連絡ください、お客様のラボのニーズに最適な熱処理ソリューションを見つけましょう。
ビジュアルガイド