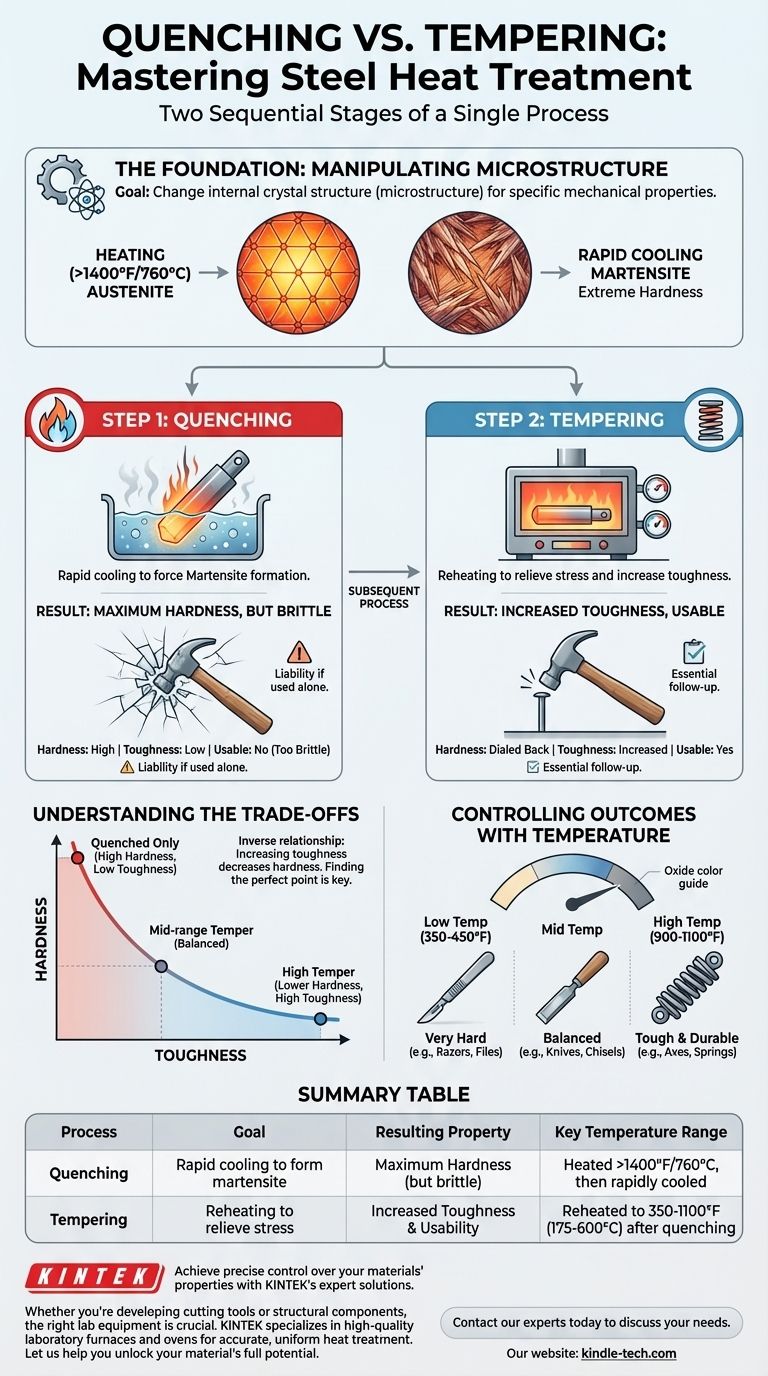
簡単に言うと、焼き入れと焼き戻しは、単一の熱処理プロセスの2つの異なる連続した段階です。焼き入れは、鋼を非常に硬くするが脆くもする急速冷却です。焼き戻しは、その脆さを軽減し、靭性を高め、鋼をその意図された目的に使用可能にする、その後の低温加熱プロセスです。
根本的な間違いは、焼き入れと焼き戻しを代替手段と見なすことです。実際には、それらは同じコインの裏表です。最大の硬度を生み出すために焼き入れを行い、次にその硬度を、用途に必要な正確な靭性のレベルに調整するために焼き戻しを行います。
基本:なぜ鋼を熱処理するのか
目標:微細構造の操作
鋼の特性(硬度、靭性、柔軟性)は、その内部結晶構造、すなわち微細構造によって決定されます。
熱処理は、この微細構造を意図的に変化させ、特定の望ましい機械的特性のセットを達成するために、鋼を加熱および冷却する制御されたプロセスです。
主要な要素:オーステナイトとマルテンサイト
鋼を特定の臨界温度(通常1400°Fまたは760°C以上)に加熱すると、その内部構造はオーステナイトと呼ばれる状態に変態します。
この状態から非常に急速に冷却すると、炭素原子は新しい、非常にひずんだ針状構造であるマルテンサイトに閉じ込められます。このマルテンサイト構造が鋼に極度の硬度を与えます。

ステップ1:最大の硬度を得るための焼き入れ
焼き入れの目的
焼き入れの唯一の目的は、マルテンサイトの形成を促すのに十分な速さで鋼を冷却することです。目標は、鋼の最大の潜在的な硬度を達成することです。
プロセス
まず、鋼部品は、完全にオーステナイトに変態するまで均一に加熱されます。この温度で、変化が部品全体に均一になるのに十分な時間保持されます。
次に、部品は冷却媒体に浸され、温度が非常に急速に低下します。
結果:硬いが脆い
焼き入れが成功した直後、鋼は最も硬い状態になります。しかし、それはまた、途方もない内部応力下にあり、非常に脆いです。
この状態の鋼はガラスのようです。引っかき傷や摩耗には非常によく耐えますが、落としたり強い衝撃を与えたりすると割れてしまいます。ほとんどすべての用途において、この脆さは部品を使用不能で信頼性の低いものにします。
ステップ2:靭性向上のための焼き戻し
焼き戻しの目的
焼き戻しは、硬化した鋼を実用的にするための不可欠な次のステップです。その目的は、焼き入れ中に生じた内部応力を緩和し、極端で使用不可能な硬度の一部を、非常に必要とされる靭性と交換することです。
靭性とは、材料が破壊せずにエネルギーを吸収し、変形する能力です。これは脆さの反対です。
プロセス
焼き入れされ脆くなった部品は洗浄され、次にオーステナイトが形成された臨界点よりもはるかに低い温度(通常350°Fから1100°F、または175°Cから600°Cの間)にゆっくりと再加熱されます。
部品はこの焼き戻し温度で特定の期間保持され、微細構造が緩和され、わずかに再形成されます。その後、室温まで冷却されます。
温度による結果の制御
焼き戻し温度は最も重要な変数です。
- 低い焼き戻し温度(例:350-450°F)は、ごくわずかな応力しか緩和しません。これにより、非常に硬い部品が得られ、靭性はわずかに増加するだけで、やすりやカミソリの刃などに適しています。
- 高い焼き戻し温度(例:900-1100°F)は、はるかに多くの応力を緩和します。これにより、硬度は低くなりますが、はるかに靭性が高く、延性のある部品が得られ、ばね、斧、構造部品などに適しています。
鋼が加熱されると、その表面に薄い酸化層が形成され、達成された温度の信頼できる視覚的なガイドとして機能する独特の色(淡い麦わら色から青、灰色まで)が生じます。
トレードオフの理解
硬度対靭性曲線
理解すべき最も重要な原則は、硬度と靭性の間の逆の関係です。鋼を焼き戻しするとき、靭性を高めると、必然的に硬度は低下します。両方を最大化することはできません。
熱処理の技術は、特定の用途に最適な点をこの曲線上で見つけることです。
焼き入れのみの問題点
焼き入れのみの部品は負債です。焼き入れのみのナイフの刃は信じられないほど鋭いかもしれませんが、ニンジンを切っている途中で真っ二つに折れる可能性があります。焼き入れのみのハンマーは、最初の打撃で粉々になる可能性があります。これが、焼き戻しがほとんどオプションではない理由です。
過焼き戻しのリスク
焼き戻し中に鋼を高温に加熱しすぎたり、そこに長時間保持しすぎたりすると、柔らかくなりすぎることがあります。過焼き戻しされたナイフは刃持ちが悪く、過焼き戻しされたばねは元の形状に戻りません。
用途に合った適切な選択をする
鋼の最終的な特性は、選択する焼き戻し温度の直接的な結果です。
- 極度の硬度と耐摩耗性が主な焦点である場合(例:切削工具、やすり): 低い焼き戻し温度を使用して、欠けを防ぐのに十分な靭性のみを追加しながら、最大の硬度を維持します。
- 耐衝撃性と耐久性が主な焦点である場合(例:斧、ハンマー、構造部品): 高い焼き戻し温度を使用して、硬度を犠牲にして可能な限り最高の靭性を獲得します。
- バランスの取れた性能が主な焦点である場合(例:ノミ、ナイフ、ばね): 中程度の焼き戻し温度を使用して、良好な硬度と良好な靭性を両立させる妥協点を見つけます。
焼き入れと焼き戻しの関係を習得することで、鋼の最終的な性能を完全に制御できるようになります。
要約表:
| プロセス | 目的 | 結果として得られる特性 | 主要な温度範囲 |
|---|---|---|---|
| 焼き入れ | マルテンサイトを形成するための急速冷却 | 最大の硬度(ただし脆い) | 臨界点(約1400°F/760°C)以上に加熱後、急速冷却 |
| 焼き戻し | 応力を緩和するための再加熱 | 靭性の向上と使用可能性 | 焼き入れ後、350-1100°F(175-600°C)に再加熱 |
KINTEKの専門ソリューションで、材料の特性を正確に制御しましょう。
極度の硬度を必要とする切削工具を開発している場合でも、優れた耐衝撃性を必要とする構造部品を開発している場合でも、適切な実験装置は焼き入れおよび焼き戻しプロセスを完璧にするために不可欠です。KINTEKは、信頼性の高い熱処理に不可欠な正確な温度制御と均一な加熱を提供する高品質の実験用炉、オーブン、消耗品を専門としています。
お客様の材料の可能性を最大限に引き出すお手伝いをいたします。今すぐ当社の専門家にご連絡ください。お客様の特定の用途ニーズについて話し合い、お客様のラボに最適な機器を見つけます。
ビジュアルガイド