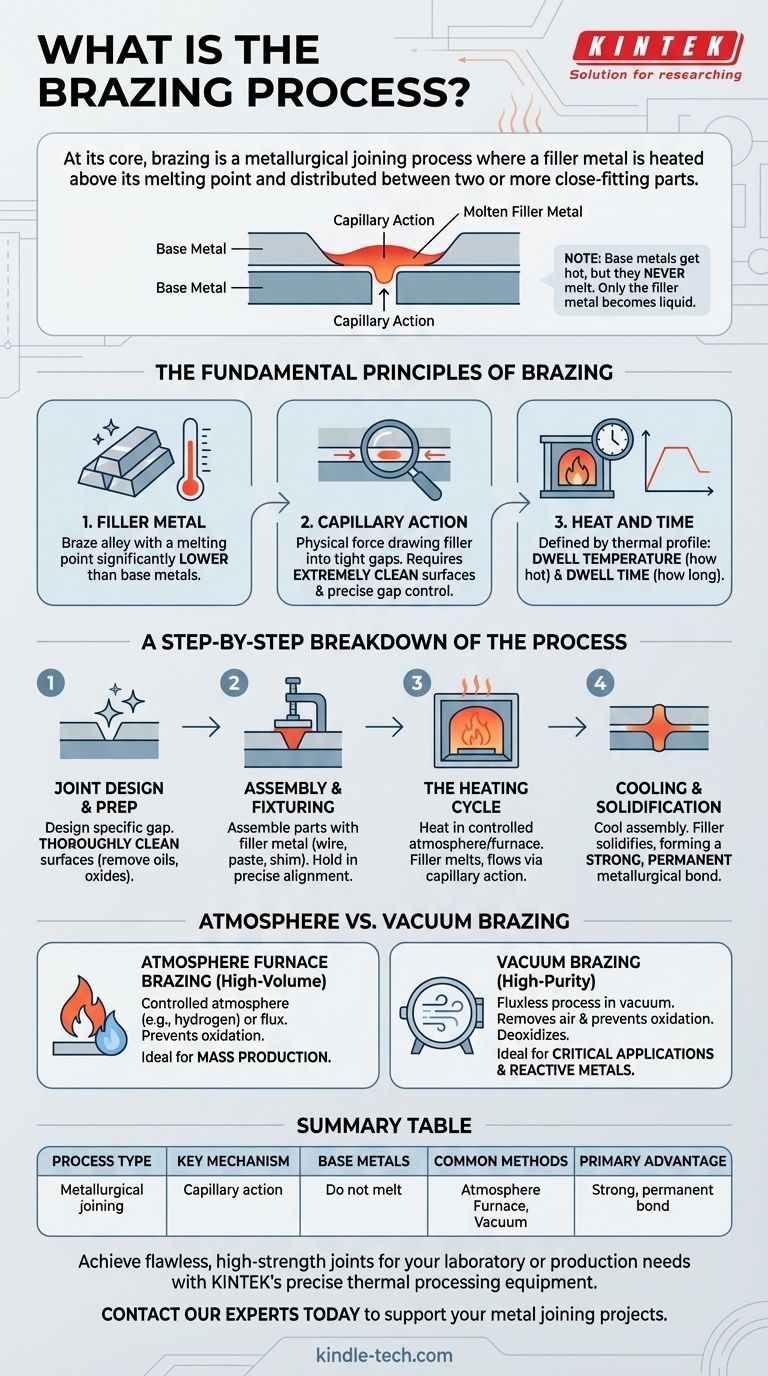
ろう付けとは、本質的に、フィラーメタルを融点以上に加熱し、密接に嵌合する2つ以上の部品間の隙間に毛細管現象によって分配する冶金接合プロセスです。接合される母材よりも低い融点を持つフィラーメタルが、毛細管現象によって隙間に引き込まれます。アセンブリが冷えると、フィラーが凝固し、母材を溶融させることなく、強力で永久的な冶金結合を形成します。
ろう付けは単なる「金属による接着」ではありません。これは、化学的に清浄な表面を作成し、温度を制御して溶融したフィラー合金が接合部に濡れ広がり、それ自体が母材と同じくらい強力な結合を形成するようにする、精密な熱プロセスです。
ろう付けの基本原理
ろう付けを習得するには、それが機能するための3つの核となる要素、すなわちフィラーメタル、毛細管現象、および制御された加熱環境を理解する必要があります。これらの原理は、単純な銅管を接合する場合でも、複雑な航空宇宙部品を接合する場合でも普遍的です。
フィラーメタルの役割
フィラーメタル、またはろう材合金は、接合部の心臓部です。その組成は、接合される母材の融点よりも著しく低い融点を持つように選択されます。
この区別は極めて重要です。母材は熱くなりますが、決して溶融しません。液体になるのはフィラーメタルだけです。
毛細管現象の重要性
毛細管現象は、液体フィラーメタルを部品間の狭い隙間に引き込む物理的な力です。これが機能するためには、2つの条件が不可欠です。
第一に、部品は極めて清浄で、酸化物がない必要があります。第二に、部品間の隙間は正確に制御される必要があり、広すぎても狭すぎてもいけません。
重要なパラメータ:熱と時間
すべてのろう付け操作は、その熱プロファイルによって定義されます。主要なパラメータは、保持温度(どれだけ熱くなるか)と保持時間(どれだけ熱い状態を維持するか)です。
目標は、アセンブリ全体を均一に、フィラーの融点より高く、母材の融点より低い温度まで加熱し、フィラーが接合部全体に完全に流れるのに十分な時間維持することです。
プロセスの段階的な内訳
特定の技術は異なりますが、炉ろう付けの基本的なシーケンスは、プロセスの最初から最後までを理解するための明確なモデルを提供します。
ステップ1:接合部の設計と準備
成功は、部品が熱にさらされる前から始まります。接合部は、毛細管現象を促進するために特定の隙間をもって設計されなければなりません。
極めて重要なのは、母材の表面が徹底的に清掃され、フィラーメタルが表面を濡らすのを妨げる可能性のある油分、汚れ、酸化物層が除去されることです。
ステップ2:組み立てと固定
清掃された部品が組み立てられ、フィラーメタルはワイヤー、ペースト、またはシムの形で接合部の内側または近くにあらかじめ配置されることがよくあります。
アセンブリは、加熱および冷却サイクル中に移動しないように、クランプまたは支持治具を使用して正確な位置合わせで保持されます。
ステップ3:加熱サイクル
アセンブリ全体が制御された雰囲気(最も一般的には炉)で加熱されます。温度が上昇すると、残留酸化物は熱膨張によって分解されるか、フラックスまたは炉の環境自体によって除去されます。
アセンブリが目標温度に達すると、フィラーメタルが溶融し、毛細管現象によって接合部全体に引き込まれます。
ステップ4:冷却と凝固
フィラーが接合部に完全に浸透した後、アセンブリは制御された方法で冷却されます。冷却されると、フィラーメタルが凝固し、部品間に固体で連続した冶金結合が形成されます。完成したアセンブリは、必要に応じて清掃されます。
トレードオフの理解:雰囲気炉と真空
ろう付けが行われる環境は、最終的な接合部の品質に大きな影響を与えます。最も一般的な2つの産業方法は、雰囲気炉ろう付けと真空ろう付けです。
炉ろう付け:大量生産の主力
標準的な炉ろう付けでは、加熱室は制御された雰囲気(水素など)で満たされるか、フラックスが使用されます。これにより、高温での母材の酸化が防止されます。
この方法は、数千の接合部を同時に作成するのに非常に効率的であり、大量生産に最適です。ただし、フラックスを使用した場合、腐食性の残留物を除去するためにろう付け後の清掃が必要になることがあります。
真空ろう付け:高純度スペシャリスト
真空ろう付けは、低圧チャンバー(真空)内で実施されるフラックスフリーのプロセスです。ガスや化学フラックスに頼る代わりに、真空自体が空気を取り除き、酸化を防ぎます。
この高純度環境は、金属から汚染物質や酸化物さえも引き出すことができ、これは「脱酸化」として知られるプロセスです。その結果、極めて強力でクリーンな接合部が得られ、重要な用途や反応性金属にとって好ましい方法となります。
用途に合わせた適切な選択
適切なろう付け方法の選択は、量、材料、最終品質に関するプロジェクトの目標に完全に依存します。
- 主な焦点が高容量の非反応性金属の製造である場合: 標準的な炉ろう付けは、スケールアップして強力で信頼性の高い接合部を作成するための比類のない効率を提供します。
- 主な焦点が反応性金属の接合または最大の接合純度の達成である場合: 真空ろう付けは、フラックスの必要性を排除し、最も基本的なレベルで酸化を防ぐため、優れた選択肢です。
- 方法に関係なく成功する接合が主な焦点である場合: 徹底的な表面清掃と正確な接合隙間の制御が、成功のための最も重要な要素です。
これらの核となる原理を理解することで、最も要求の厳しい用途であっても、ろう付けを活用して堅牢で信頼性の高い接合部を作成できます。
要約表:
| ろう付けの側面 | 重要な詳細 |
|---|---|
| プロセスタイプ | 冶金接合 |
| 主要メカニズム | 毛細管現象 |
| 母材 | 溶融しない |
| 一般的な方法 | 雰囲気炉、真空 |
| 主な利点 | 強力で永久的な結合 |
研究室または生産ニーズに対応する、完璧で高強度の接合部を実現します。 KINTEKは、成功するろう付け操作に不可欠な精密な熱処理装置を専門としています。雰囲気炉の高い大量生産効率が必要な場合でも、真空ろう付けシステムによる高純度の結果が必要な場合でも、当社のラボ機器に関する専門知識により、特定の材料と品質の要求に対応する適切なツールを確実に手に入れることができます。 金属接合プロジェクトをどのようにサポートできるかについて、今すぐ専門家にご相談ください。
ビジュアルガイド