本質的に、バーンアウトオーブンは、単一の重要な目的のために設計された高温炉です。それは、セラミック鋳型からパターン(通常はワックスや3Dプリントされたレジン製)を溶解・焼却することです。この「バーンアウト(焼入れ)」プロセスにより、中が空洞で完全にきれいな空洞が残り、そこに溶融金属を流し込むことができます。これは、ジュエリー、歯科、産業用途のインベストメント鋳造における基礎的なステップです。
バーンアウトオーブンは単なるヒーターではありません。それは、慎重にタイミングが計られた多段階の温度プログラムを実行する精密機器です。その主な機能は、壊れやすい鋳型シェルを損傷することなく、元のパターンを完全に除去することにより、欠陥のない鋳型空洞を作成することです。

インベストメント鋳造におけるバーンアウトオーブンの役割
バーンアウトプロセスは、ロストワックス法としても知られるインベストメント鋳造の核心です。オーブンの性能は、最終的な鋳造部品の成功または失敗に直接影響します。
「バーンアウト」プロセスの解説
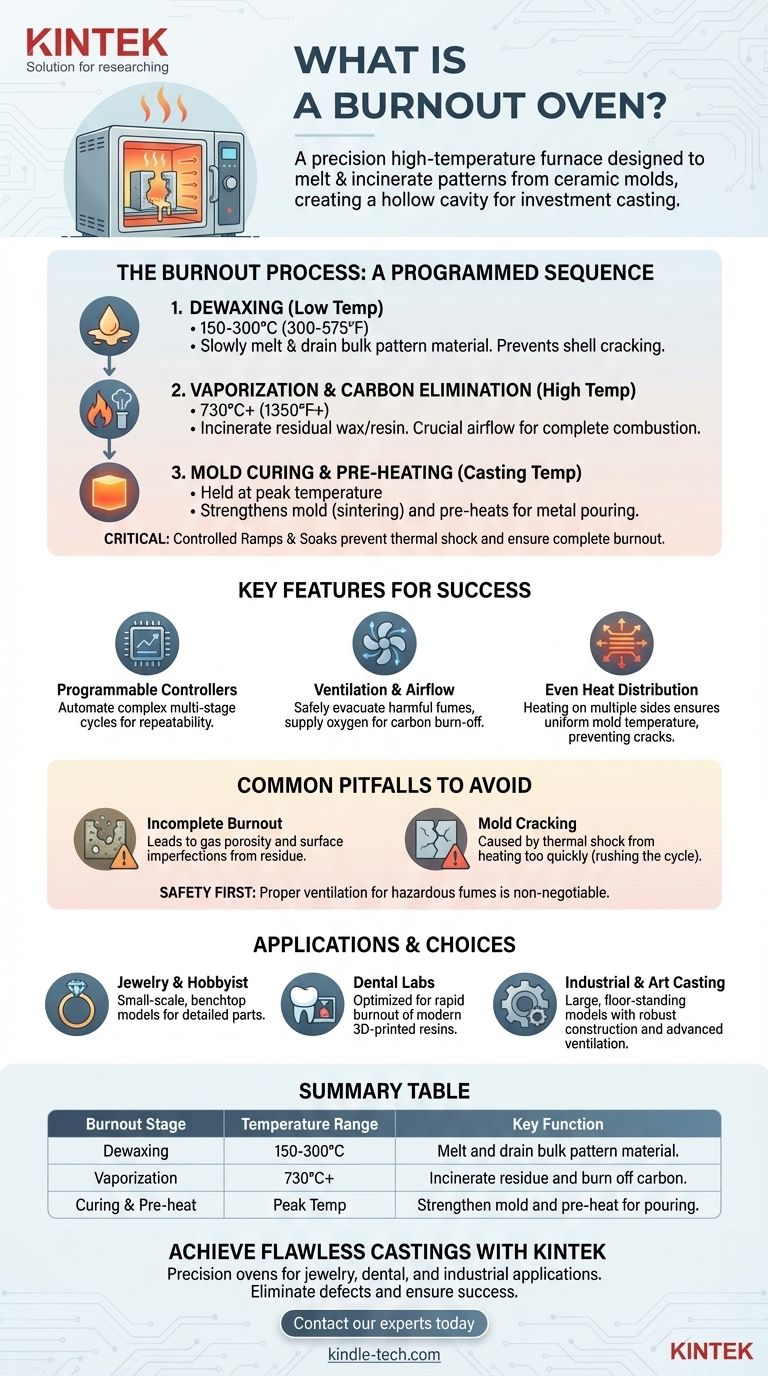
バーンアウトサイクルは、単一温度での単純な焼き付けではありません。それは、3つの明確な目標を達成するために設計された、通常8〜16時間続くプログラムされた一連の加熱段階です。
-
第1段階:脱ロウ(低温) サイクルは低温(約150〜300°C / 300〜575°F)から始まります。この段階で、パターンの大部分が溶解し、鋳型から排出されます。これは、膨張するワックスが鋳型シェルを割るのを防ぐために、ゆっくりと行う必要があります。
-
第2段階:気化と炭素除去(高温) その後、温度は大幅に上昇します(730°C / 1350°F以上に)。この段階で、残留ワックスやレジンが焼却され、さらに重要なことに、鋳型壁に残った炭素残留物が燃焼されます。完全な燃焼に必要な酸素を供給するために、適切な空気の流れが不可欠です。
-
第3段階:鋳型硬化と予熱(鋳造温度) 最後に、オーブンは鋳型を最高温度に保持します。このステップで、セラミックインベストメント材料が完全に硬化・強化されます(焼結と呼ばれるプロセス)。また、溶融金属を受け入れるのに適切な温度に鋳型を予熱し、熱衝撃を防ぎ、金属が最も細かいディテールに自由に流れるようにします。
制御されたランプとソークが重要である理由
オーブンのコントローラーは、ランプ(温度変化の速度)とソーク(特定の温度で保持する時間)を管理します。
- ランプは熱衝撃を防ぎます。鋳型が速すぎる加熱をすると、異なる部分が異なる速度で膨張し、最終的な鋳造を台無しにする亀裂を引き起こします。
- ソークは、プロセスの各段階が完全に完了することを保証します。脱ロウ温度でのソークは、ほとんどのワックスが排出されたことを保証し、最高温度での長いソークは、すべての炭素残留物がなくなり、鋳型が完全に硬化したことを保証します。
主要な機能の理解
最新のバーンアウトオーブンは、バーンアウトサイクル全体を正確に制御する能力によって定義され、再現性と高い成功率を保証します。
プログラム可能なコントローラー
コントローラーはオーブンの頭脳です。これにより、ユーザーは複雑な多段階バーンアウトサイクルをプログラム、保存、実行できます。このプログラム可能性は、長く繊細なプロセスを自動化するため、最も重要な機能です。
換気と空気の流れ
適切な換気は譲れません。これは、溶解ワックスやレジンによって生成される有害なヒュームを安全に排出することと、チャンバーに新鮮な酸素を引き込むことの2つの目的を果たします。十分な酸素がないと、炭素残留物が燃え尽きず、汚染された鋳型と失敗した鋳造につながります。
均一な熱分布
高品質のオーブンは、チャンバーの複数の側面に発熱体を持っています。これにより、鋳型の位置に関係なく、チャンバー全体が均一な速度で加熱されます。不均一な加熱は、鋳型が割れる主な原因です。
避けるべき一般的な落とし穴
バーンアウトプロセスは容赦がありません。オーブンの機能を誤解すると、費用がかかり時間のかかる失敗につながる可能性があります。
不完全なバーンアウト
これは最も頻繁に発生する失敗です。サイクルが短すぎるか、酸素が不十分だと、残留パターン材料や炭素が鋳型内に残ります。溶融金属を注ぎ込むと、この残留物がガスの多孔性、表面の不完全性、不完全な鋳造を引き起こす可能性があります。
鋳型クラック
クラックは、ほぼ常に熱衝撃、つまり鋳型を速く加熱しすぎることによって引き起こされます。遅く制御されたランプを備えた、事前に設定されたテスト済みのプログラムを使用することが、この壊滅的な失敗を防ぐ最良の方法です。
スピードの偽りの経済性
時間を節約するためにバーンアウトサイクルを短縮したくなるかもしれません。これは偽りの経済性です。特に貴金属の場合、単一の失敗した鋳造は、バーンアウトを急いだことによって節約できた数時間よりも、材料と労力の無駄によってはるかに大きなコストがかかります。
換気と安全性
バーンアウト中に発生するヒュームは有害です。オーブンは、できれば専用の排気フードの下にある、換気の良い場所に設置する必要があります。これはオプションの追加ではなく、重要な安全要件です。
用途に合わせた適切な選択
オーブンの選択は、特定の材料、規模、精度の要件に完全に依存します。
- 趣味の作業や小規模なジュエリーが主な焦点の場合: マルチステージのプログラム可能なコントローラーを備えた卓上モデルは、最良の投資です。典型的なフラスコサイズに合った容量に焦点を当ててください。
- 歯科医院が主な焦点の場合: 従来のワックスよりも異なるバーンアウトスケジュールとより良い換気を必要とすることが多い、最新の3Dプリントレジンの迅速なバーンアウトのために特別に設計されたオーブンを選択してください。
- 産業用または大規模なアート鋳造が主な焦点の場合: ニーズは、堅牢な構造、高度な換気システム(ヒュームを除去するためのアフターバーナーを含む場合がある)、および非常に正確なコントローラーを備えた、より大型の据え置き型モデルに向かうでしょう。
結局のところ、バーンアウトオーブンは、完璧な鋳造を作成するための目立たないパートナーであり、時間とともに正確で忍耐強い温度制御を通じてプロセス全体を可能にします。
要約表:
| バーンアウト段階 | 温度範囲 | 主な機能 |
|---|---|---|
| 脱ロウ | 150-300°C (300-575°F) | 鋳型を割ることなく、パターンの大部分を溶解・排出する。 |
| 気化と炭素除去 | 730°C+ (1350°F+) | 残留物を焼却し、適切な空気の流れで炭素を燃焼させる。 |
| 鋳型硬化と予熱 | 最高温度で保持 | 鋳型を強化し、溶融金属を注ぐために予熱する。 |
ニーズに合わせたバーンアウトオーブンで完璧な鋳造を実現しましょう。 ジュエリー製作、歯科医院、産業鋳造のいずれであっても、KINTEKの精密オーブンは、制御された加熱、均一な熱分布、堅牢な換気を提供し、鋳型欠陥を排除し、鋳造の成功を保証します。当社の専門家に今すぐお問い合わせして、あなたのラボに最適なソリューションを見つけてください!
ビジュアルガイド