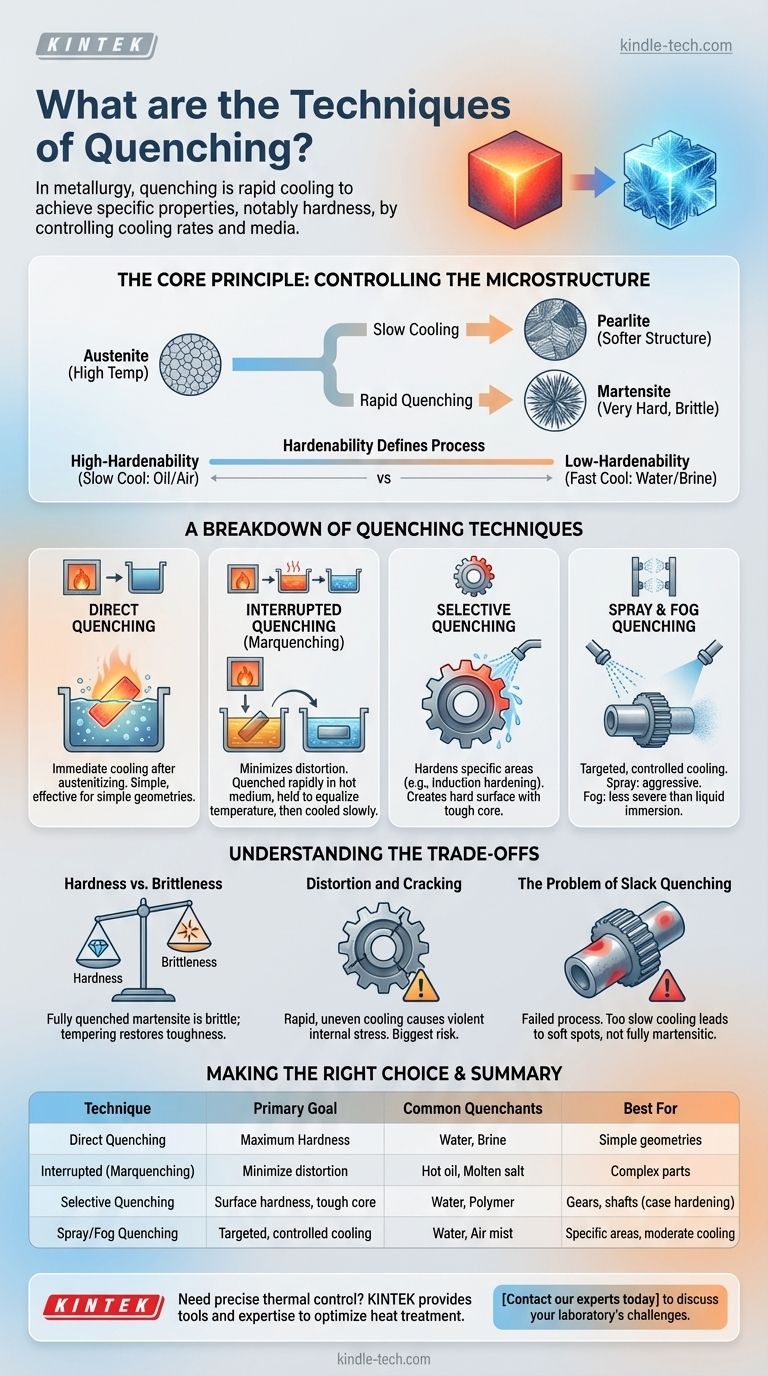
冶金学において、焼入れとは、特定の材料特性、特に鋼の硬度を得るための急速冷却プロセスです。主な技術には、直接焼入れ、中断焼入れ、選択焼入れ、スプレー焼入れなど、さまざまな方法と媒体を通じて冷却速度を制御することが含まれ、水、ブライン、油、空気などの焼入れ剤が利用されます。
焼入れの目的は、単に部品をできるだけ速く冷却することではありません。これは、金属の内部微細構造を操作するために設計された精密な熱制御プロセスであり、高い硬度を達成することと、内部応力、歪み、亀裂のリスクを最小限に抑えるという重要な必要性とのバランスを取ります。
核心原理:微細構造の制御
焼入れの目的は、金属、特に鋼の内部結晶構造が冷却時にどのように変化するかを制御することです。
オーステナイトからマルテンサイトへ
鋼が高温に加熱されると(オーステナイト化と呼ばれるプロセス)、その内部構造はオーステナイトと呼ばれる相に変化します。ゆっくり冷却すると、パーライトのようなより軟らかい構造に変化します。
焼入れは、通常の変態がスキップされるように鋼を急速に冷却するように設計されています。これにより、オーステナイトは非常に硬く脆い針状構造であるマルテンサイトに変態します。
焼入れ性がプロセスを定義する
材料の焼入れ性とは、マルテンサイトを形成する能力のことです。焼入れ性の高い鋼は、より遅い冷却速度(油や空気など)で硬化させることができますが、焼入れ性の低い鋼は、完全な硬度を得るために非常に速い焼入れ(水やブラインなど)が必要です。

焼入れ技術の内訳
異なる技術は、冷却速度とその均一性に対して異なるレベルの制御を提供します。
直接焼入れ
これは最も簡単な方法です。部品はオーステナイト化炉から取り出された直後に焼入れ媒体中で冷却されます。単純な形状の部品には単純で効果的です。
中断焼入れ(マルクエンチング)
これは、歪みを最小限に抑えるために使用される高度な技術です。部品は、マルテンサイトが形成し始める直前の温度まで、高温媒体(溶融塩や熱油など)中で急速に焼入れされます。
部品全体が均一になるのに十分な時間この温度に保持され、その後、マルテンサイト変態範囲をゆっくりと冷却されます。これにより、熱衝撃と、反りや亀裂の原因となる内部応力が軽減されます。時間焼入れは、この制御された保持時間を指す関連用語です。
選択焼入れ
この技術は、部品の特定の領域のみを硬化させ、コアは軟らかく強靭なままにします。一般的な例は高周波焼入れで、歯車の歯の表面のみを加熱し、すぐにスプレーで焼入れします。
これにより、硬く耐摩耗性のある表面と、衝撃を吸収できる延性のあるコアが作成され、表面硬化とも呼ばれます。
スプレーおよびフォグ焼入れ
完全な浸漬ではなく、これらの技術は焼入れ媒体を指向性スプレーまたは微細なミストとして適用します。
スプレー焼入れは、積極的でターゲットを絞った冷却を可能にします。フォグ焼入れは、液体への完全な浸漬よりも穏やかな焼入れを提供し、液体と静止空気の中間程度の冷却速度を提供します。
トレードオフの理解
焼入れ技術の選択は、競合する優先事項のバランスを取る問題です。誤った選択は部品を台無しにする可能性があります。
硬度と脆性
主なトレードオフは、材料が硬くなるほど脆くなることです。完全に焼入れされたマルテンサイト部品は、実用には脆すぎる場合が多く、ある程度の靭性を回復するために焼き戻し(より低い温度に再加熱)する必要があります。
歪みと亀裂
急速冷却は、巨大な内部応力を生み出す激しいプロセスです。冷却が不均一だと、部品の異なる部分が異なる速度で収縮し、反り(歪み)や亀裂につながります。これは、あらゆる焼入れ作業における最大のリスクです。
焼入れ不足の問題
焼入れ不足は望ましい技術ではなく、失敗したプロセスを指す用語です。冷却速度が遅すぎて構造が完全にマルテンサイトに変態せず、軟らかい部分が生じ、硬度仕様を満たさない部品になります。
目標に合った適切な選択をする
焼入れ方法と媒体の選択は、材料と部品の望ましい最終特性に完全に依存します。
- 単純な部品で最大の硬度を最優先する場合:水やブラインのような高い冷却能力を持つ媒体で直接焼入れを使用しますが、高い歪みリスクと焼き戻しの絶対的な必要性に備えてください。
- 複雑な部品で歪みを最小限に抑えることを最優先する場合:中断焼入れ(マルクエンチング)を使用して、最終変態の前に温度を均一にし、内部応力を大幅に軽減します。
- 強靭なコアを持つ表面耐摩耗性を最優先する場合:高周波焼入れや火炎焼入れのような選択焼入れを使用して、特定の領域に硬いケースを作成します。
- 焼入れ性の高い工具鋼を硬化させることを最優先する場合:油や空冷焼入れのような遅い媒体で十分であり、本質的に安全性が高く、内部応力をはるかに少なくします。
最終的に、焼入れの成功は、特定の用途に必要な硬度を依然として達成できる、可能な限り最も遅い冷却速度を選択することにかかっています。
要約表:
| 技術 | 主な目標 | 一般的な焼入れ剤 | 最適な用途 |
|---|---|---|---|
| 直接焼入れ | 最大硬度 | 水、ブライン | 単純な形状 |
| 中断焼入れ(マルクエンチング) | 歪みの最小化 | 熱油、溶融塩 | 複雑な部品 |
| 選択焼入れ | 表面硬度、強靭なコア | 水、ポリマー | 歯車、シャフト(表面硬化) |
| スプレー/フォグ焼入れ | ターゲットを絞った制御冷却 | 水、エアミスト | 特定の領域、中程度の冷却 |
材料に精密な熱制御が必要ですか?適切な焼入れ技術は、部品の硬度、耐久性、寸法安定性の完璧なバランスを達成するために不可欠です。KINTEKは、冶金プロセス用の実験装置と消耗品を専門とし、熱処理結果を最適化するためのツールと専門知識を提供します。
今すぐ専門家にお問い合わせください。お客様の研究所の焼入れおよび熱処理の課題をどのようにサポートできるかについてご相談ください。
ビジュアルガイド