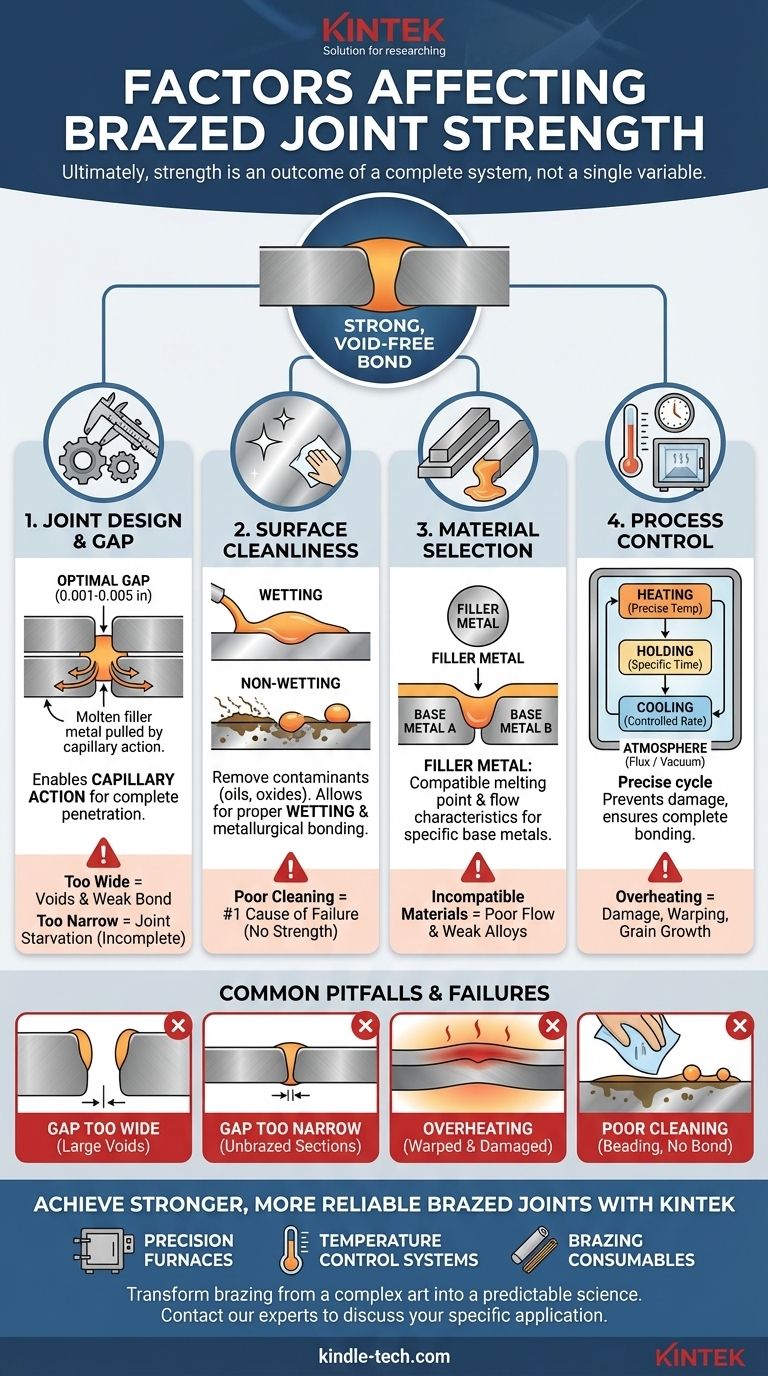
最終的に、ろう付け接合部の強度は、4つの主要な要因によって決定されます。接合部自体の設計(特にギャップ)、表面の清浄度、適切なろう材の選択、および加熱と冷却プロセスの正確な制御です。これらの要素が正しく管理されると、結果として得られる接合部は弱点ではなく、接合される母材よりも強くなります。
ろう付けの核心的な原則は、強度が単一の変数から生まれるものではないということです。それは、接合部の設計が毛細管現象を可能にし、清浄な表面が冶金的結合を可能にし、制御されたプロセスが部品を損傷することなく結合を実行するという、完全なシステムの結果です。
基礎:接合部の設計と準備
ろう付けの成功は、部品が加熱されるずっと前から始まります。接合部の機械的設計と準備は、最終的な強度に影響を与える最も重要な要因です。
接合ギャップの重要な役割
接合される2つの表面間の空間は、接合ギャップとして知られています。このギャップは任意のものではなく、非常に正確に設計されています。
その主な機能は、溶融したろう材を接合部全体に引き込むための毛細管現象を可能にすることです。
最適なギャップ(通常0.001〜0.005インチ(0.025〜0.127 mm))は、ろう材が界面全体を満たし、強く、ボイドのない結合を形成することを保証します。
清浄度が不可欠な理由
接合部の表面は、完璧にきれいでなければなりません。加工油、グリース、さらには表面酸化物などの汚染物質は、ろう付けの成功を妨げます。
これらの汚染物質は、溶融したろう材が母材表面に滑らかに均一に広がる能力である濡れ性を阻害します。
濡れ性が悪いと、弱く不完全な結合、またはまったく結合しない結果となります。適切な洗浄には、脱脂に続いて母材の特定の酸化層を除去するプロセスがしばしば伴います。

適切な材料の選択
選択される材料(母材とろう材の両方)は、互換性があり、特定の用途の要求に合わせて選択されなければなりません。
ろう材の特性
ろう材は、接合される母材よりも低い融点を持っていなければなりません。これにより、部品自体がプロセス中に溶融しないことが保証されます。
重要なことに、ろう材は、使用する特定の母材(鋼、銅、アルミニウムなど)に濡れて流れるように配合されている必要があります。異なる母材には、異なるろう材合金が必要です。
母材の互換性
母材自体もプロセスに影響を与えます。例えば、アルミニウムは強固で難融性の酸化層を形成するため、ろう付けを成功させるには、フラックスによって除去または置換する必要があります。
母材の強度と熱特性も、損傷や変形を引き起こすことなく使用できる最高温度と加熱速度を決定します。
ろう付けプロセスの習得
ろう付けプロセス自体は、慎重に制御された熱サイクルです。時間、温度、または雰囲気のずれは、接合部を損なう可能性があります。
正確な温度制御
アセンブリは、ろう材によって決定される正しいろう付け温度に均一に加熱されなければなりません。
温度が低すぎると、ろう材は溶融して流れません。高すぎると、母材を損傷したり、ろう材が分解したりする可能性があります。
時間と冷却の重要性
部品は、ろう材が接合部全体に流れ、冶金的結合を形成できるように、特定の保持時間だけろう付け温度に保たれなければなりません。
冷却速度も重要です。冷却が速すぎると、内部応力を導入して接合部に亀裂が入る可能性があり、冷却が遅すぎると、望ましくない冶金的変化につながる可能性があります。
雰囲気の役割(フラックスまたは真空)
加熱中、金属は酸素と急速に反応して酸化物を形成し、濡れ性を妨げます。これは防止されなければなりません。
1つの方法は、接合部を空気から保護し、酸化物を溶解する化学化合物であるフラックスを使用することです。もう1つは、環境から酸素を完全に除去する真空炉でろう付けを行うことです。
トレードオフと故障ポイントの理解
完璧なろう付けを達成するには、核心的な原則に関連する一般的な落とし穴を避ける必要があります。
接合ギャップが広すぎる場合
ギャップが広すぎると、毛細管現象が弱くなるか、まったく発生しません。ろう材は接合部を完全に満たすことができず、大きなボイドが生じ、ろう材合金の低い固有強度にのみ依存する劇的に弱い結合につながります。
接合ギャップが狭すぎる場合
ギャップが狭すぎると、ろう材は接合部にまったく流れ込むことができません。この「接合部の不足」は、不完全で信頼性の低い結合と、大きな未ろう付け部分をもたらします。
過熱の危険性
推奨温度を超えると、部品が反ったり、結晶粒成長によって母材が弱くなったり、さらには溶融したりする可能性があります。これにより、接合部だけでなく、アセンブリ全体に不可逆的な損傷が生じます。
不十分な洗浄の結果
これは、ろう付けの失敗の最も一般的な原因です。表面がきれいではない場合、ろう材はワックスを塗った車に水滴がつくように玉状になり、広がることがありません。これにより、見た目は完全に見えるが、機械的強度がほとんどない接合部が形成されます。
目標に合った適切な選択をする
成功するろう付け接合部を達成するには、設計、準備、プロセス制御が等しく重要であるという全体的な視点からプロセスを見る必要があります。
- プロセスの信頼性と再現性に重点を置く場合: 厳格で文書化された洗浄プロトコルと、時間-温度サイクルの正確な制御が最優先事項となります。
- 機械的強度を最大化することに重点を置く場合: 特に最適で一貫した接合ギャップなど、正しい接合部設計のエンジニアリングに集中してください。
- ろう付けの故障をトラブルシューティングする場合: 常に、不十分な洗浄(濡れ性の不良)の証拠がないか接合部を調べ、故障した部品の接合ギャップを測定することから調査を開始してください。
これらの相互に関連する要因を習得することが、ろう付けを複雑な芸術から信頼性のある予測可能な工学科学へと変えるものです。
要約表:
| 要因 | 主要な考慮事項 | 強度への影響 |
|---|---|---|
| 接合部の設計とギャップ | 毛細管現象のための最適なギャップ(0.001-0.005インチ) | ろう材の完全な浸透とボイドのない結合を可能にする |
| 表面の清浄度 | 油、グリース、酸化物の除去 | 適切な濡れ性と冶金的結合を可能にする |
| ろう材の選択 | 母材との互換性と正しい融点 | 流れと強力な冶金的結合の形成を保証する |
| プロセス制御 | 正確な温度、時間、雰囲気(フラックス/真空) | 母材の損傷を防ぎ、完全な結合を保証する |
KINTEKで、より強く、より信頼性の高いろう付け接合部を実現しましょう。
新製品の開発であろうと、既存のプロセスのトラブルシューティングであろうと、適切な設備と消耗品は、ろう付け強度の4つの主要な要因を制御するために不可欠です。KINTEKは、お客様のラボが必要とする再現性と性能を提供する精密ラボ炉、温度制御システム、およびろう付け消耗品を専門としています。
ろう付けを複雑な芸術から予測可能な科学へと変えるお手伝いをさせてください。今すぐ専門家にお問い合わせください。お客様の具体的な用途と、私たちがどのように成功をサポートできるかについてご相談ください。
ビジュアルガイド