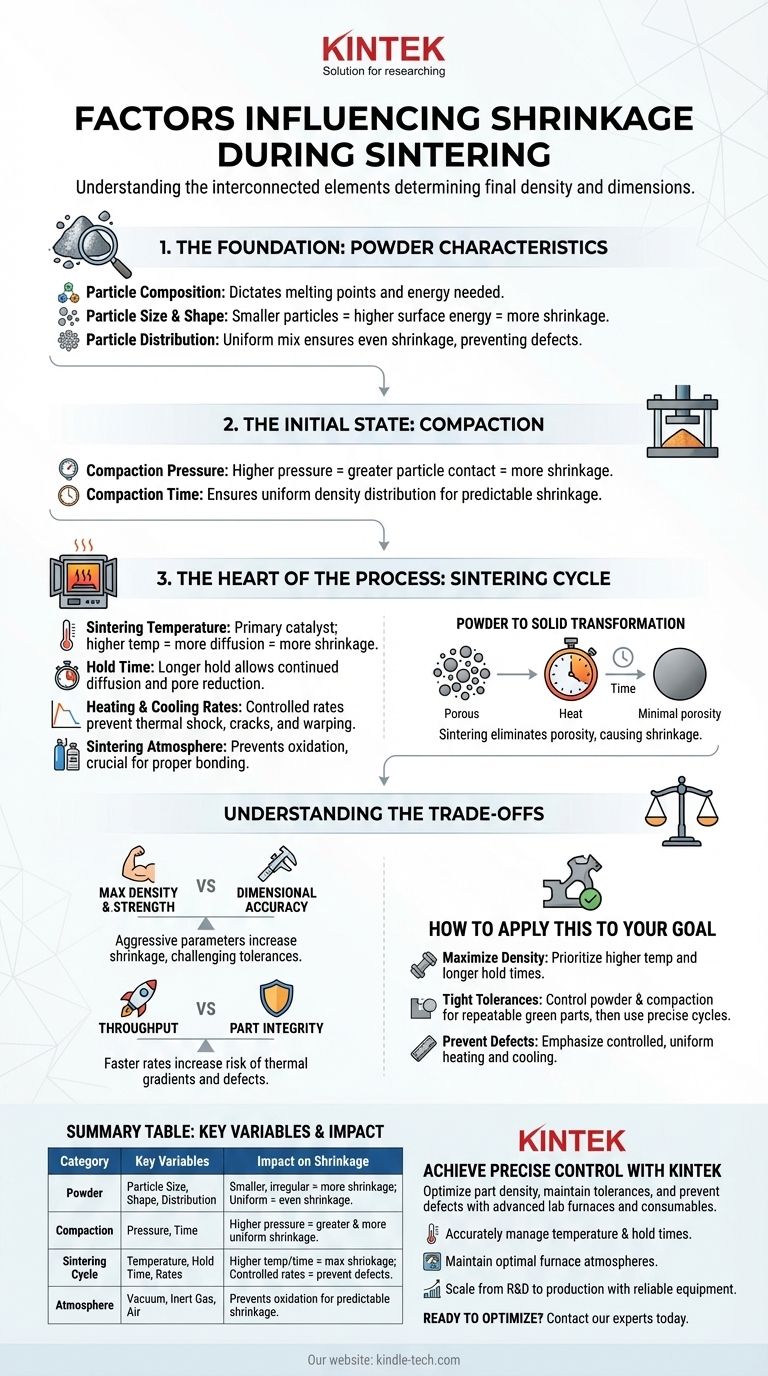
焼結中の収縮には、いくつかの重要な要因が影響します。このプロセスは、原材料の粉末の特性、部品の初期圧縮、および温度、時間、雰囲気を含む熱サイクルの正確な条件によって根本的に影響されます。これらの各要素は、最終的な密度と部品の寸法を決定する上で、明確かつ相互に関連する役割を果たします。
焼結は単純な加熱プロセスではなく、制御された原子レベルの変換です。収縮が多孔性を排除した直接的な結果であることを理解することで、粒子サイズから加熱速度まで、入力変数を操作して予測可能で望ましい結果を達成することができます。
基礎:粉末特性
完成部品への道のりは、原材料から始まります。粉末の固有の特性は、焼結中に材料がどのように挙動するかの基準を確立します。
粒子組成
粉末の化学組成は最も基本的な要因です。異なる金属、合金、またはセラミックスは、独自の融点、拡散速度、および熱特性を持ち、これらすべてが焼結プロセスを開始および完了するために必要なエネルギーを決定します。
粒子サイズと形状
小さい粒子は、表面積対体積比が高くなります。この高い表面エネルギーは焼結の主要な駆動力であり、システムがより低いエネルギー状態を求めるため、一般的に収縮がより速く、より大きくなります。不規則な形状の粒子は、粒子間の接触を増加させ、緻密化にさらに影響を与える可能性があります。
粒子分布
予測可能な結果を得るには、粒子サイズの均一な分布が不可欠です。均質な混合物は、部品全体で収縮が均一に発生することを保証し、反り、内部応力、または不均一な密度の領域を防ぎます。

初期状態:圧縮の役割
圧縮、または成形は、「グリーン」部品、つまり未焼結の前駆体を作成します。この初期状態の密度と完全性は、その後の焼結段階に直接影響します。
圧縮圧力
高い圧縮圧力は粒子をより密着させ、グリーン部品の初期密度を高めます。この強化された粒子間接触は、緻密化を促進する原子拡散を促進し、収縮の速度と程度に直接影響します。
圧縮時間
圧力に次いで重要ですが、圧縮時間は、密度が部品全体に均一に分布することを保証するのに役立ちます。この均一性は、加熱段階中の予測可能な収縮に不可欠です。
プロセスの核心:焼結サイクル
熱サイクルは、圧縮された粉末から固体への変換が起こる場所です。この段階のすべての変数は、正確に制御する必要があります。
焼結温度
温度は焼結の主要な触媒です。高温は、原子が粒子境界を越えて拡散し、粒子間の空隙(気孔)を埋め、部品を収縮させて緻密化させるために必要な熱エネルギーを提供します。
保持時間
部品がピーク焼結温度で保持される時間は重要です。保持時間が長いほど、拡散プロセスが長く続き、より大きな気孔の減少、ひいてはより大きな収縮が生じます。例えば、保持時間を30分から60分に増やすと、気孔サイズを最大25%減少させることができます。
加熱および冷却速度
部品が加熱(昇温)および冷却される速度は、プロセスの均一性に影響します。制御された安定した速度は、熱衝撃を防ぎ、部品全体が均一に収縮することを保証し、亀裂や反りのリスクを最小限に抑えます。
焼結雰囲気
炉内の雰囲気(真空、アルゴンなどの不活性ガス、または空気)は非常に重要です。これは、酸化などの望ましくない化学反応を防ぎ、粒子間の結合を阻害し、部品の最終的な特性に悪影響を与える可能性があります。
トレードオフの理解
焼結プロセスの最適化には、常に相反する目標のバランスを取ることが含まれます。効果的なプロセス制御には、これらのトレードオフを理解することが不可欠です。
強度 vs. 寸法精度
最大の密度と機械的強度を達成するには、積極的な焼結パラメータ(高温、長時間の保持時間)が必要となることがよくあります。しかし、これは最大の収縮も引き起こすため、厳しい寸法公差を維持することが課題となる可能性があります。
スループット vs. 部品完全性
加熱および冷却速度を速くすると、生産スループットを向上させることができます。しかし、この速度は部品内の熱勾配のリスクを高め、不均一な収縮、内部応力、および潜在的な欠陥につながる可能性があります。
多孔性の排除
収縮は、多孔性を減少または排除する物理的な現れです。高温や長時間の保持時間など、収縮を増加させる変数は、完全に緻密な部品を作成するために使用されるものと同じです。逆に、ある程度の多孔性が望ましい場合は、これらのパラメータを慎重に制限する必要があります。
これを目標に適用する方法
あなたの具体的な目標によって、どの要因を優先すべきかが決まります。
- 部品の密度と強度を最大化することに重点を置く場合:拡散プロセスを可能な限り完了に近づけるために、より高い焼結温度とより長い保持時間を優先します。
- 厳しい寸法公差を達成することに重点を置く場合:粉末特性と圧縮圧力を綿密に制御して、再現性の高い「グリーン」部品を作成し、その後、正確に制御された熱サイクルを使用します。
- 反りや亀裂などの欠陥を防ぐことに重点を置く場合:部品全体の内応力を最小限に抑えるために、制御された均一な加熱および冷却速度を重視します。
これらの相互に関連する変数を習得することが、生粉末を高性能で精密に設計された部品に変える鍵となります。
要約表:
| 要因カテゴリー | 主要変数 | 収縮への影響 |
|---|---|---|
| 粉末特性 | 粒子サイズ、形状、分布 | 小さく、不規則な粒子は収縮を増加させ、均一な分布は均一な収縮を保証します。 |
| 圧縮(グリーン部品) | 圧縮圧力、時間 | 高い圧力は粒子接触を増加させ、より大きく、より均一な収縮を促進します。 |
| 焼結サイクル | 温度、保持時間、加熱/冷却速度 | 高温と長い保持時間は収縮を最大化し、制御された速度は欠陥を防ぎます。 |
| 雰囲気 | 真空、不活性ガス、空気 | 酸化を防ぎ、適切な結合と予測可能な収縮を保証します。 |
KINTEKで焼結収縮を正確に制御し、部品密度を最適化しましょう。
粉末特性、圧縮、熱サイクルの複雑な相互作用を理解することは、高品質で寸法精度の高い焼結部品を製造するために不可欠です。強度を最大化すること、厳しい公差を維持すること、または欠陥を防ぐことのいずれが目標であっても、再現性のある結果を得るためには適切な実験装置が重要です。
KINTEKは、精密な焼結制御のために設計された高度なラボ用炉と消耗品を専門としています。当社のソリューションは、お客様を支援します:
- 一貫した収縮のために温度プロファイルと保持時間を正確に管理します。
- 適切な材料結合を確保するために最適な炉内雰囲気を維持します。
- 信頼性の高い高性能機器で研究開発から生産までスケールアップします。
焼結プロセスを最適化する準備はできましたか? 今すぐ当社の専門家にお問い合わせください。お客様の特定の用途について話し合い、KINTEKのラボ機器がどのように成果を向上させることができるかを発見してください。
ビジュアルガイド