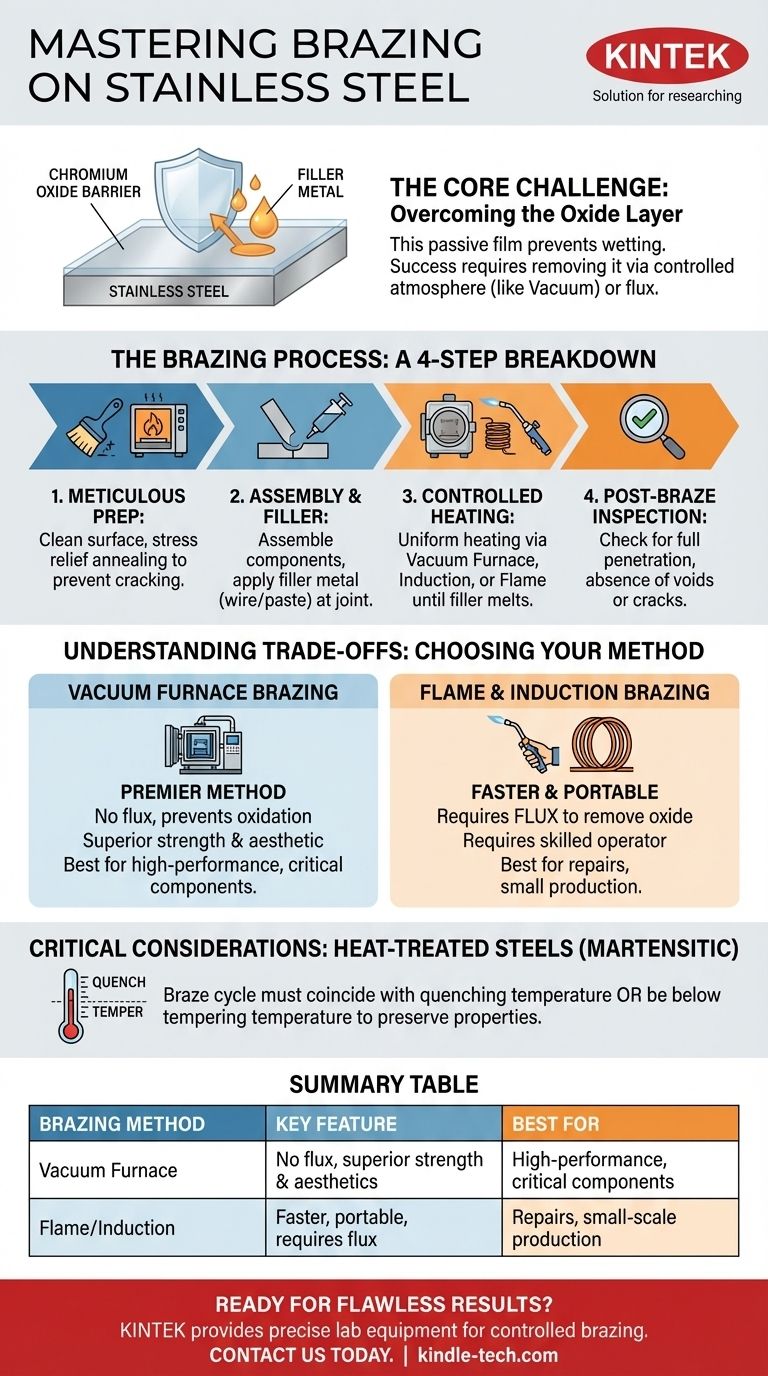
ステンレス鋼のろう付けを成功させるには、まず、自然に生成される酸化膜を除去するために表面を徹底的に準備する必要があります。次に、真空炉、火炎、または誘導加熱などの制御された加熱方法を用いてろう材を溶かし、接合部に流れ込ませて冷却時に強力で恒久的な接合を形成させる必要があります。重要なのは、酸化膜が再形成されるのを防ぐために、加熱中の雰囲気を管理することです。
ステンレス鋼のろう付けにおける根本的な課題は、鋼材そのものではなく、その表面にある目に見えない不動態の酸化クロム層です。プロセス全体は、この層を除去して再形成を防ぐか、加熱中にこの層を置き換えるための化学フラックスを使用するように設計する必要があります。
核心的な課題:酸化膜の克服
ろう付けは、ろう材と母材の間に冶金的な接合を形成することによって機能します。これが起こるためには、液体のろう材が鋼の表面に「濡れ」なければなりません。これは、表面に均一に流れ広がることを意味します。
ステンレス鋼がろう付けに抵抗する理由
ステンレス鋼を「ステンレス」たらしめている特性、すなわちその不動態の酸化クロム皮膜こそが、ろう付け成功の主な障壁となります。この丈夫で透明な層は、鋼が空気にさらされると瞬時に形成されます。
この酸化皮膜は、溶融したろう材が下にある鋼材に直接接触するのを妨げ、適切な濡れと接合を阻害します。
雰囲気制御の原理
強力なろう接合部を達成するためには、この酸化バリアを克服しなければなりません。これは、高温のろう付けサイクル中に部品の周囲の雰囲気を制御することによって達成されます。
最も効果的な方法は真空ろう付けであり、高真空によって環境から酸素が除去されます。高温では、真空が既存の酸化層の分解を助け、新しい酸化層の形成を防ぎ、ろう材が純粋な鋼の表面を濡らすことを可能にします。
ろう付けプロセスの内訳
成功は、体系的で制御されたアプローチにかかっています。最終的な接合部の完全性を確保するために、各ステップが重要です。
ステップ1:徹底した準備
加熱する前に、加工物は完全に清浄でなければなりません。さらに重要なのは、クラックを防ぐために、特に重度の機械加工や成形が施されている場合は、応力除去焼鈍を行うべきであるということです。これにより、熱サイクル中に放出される可能性のある内部応力が低減されます。
ステップ2:組み立てとろう材の適用
部品を最終的な構成に組み立てます。ステンレス鋼との適合性が考慮されたろう材を、ワイヤー、ペースト、または箔の形で接合部の付近に配置します。
ステップ3:制御された加熱とろう付け
アセンブリをろう付け温度まで均一に加熱します。熱応力を最小限に抑え、歪みやクラックを防ぐために、均一な加熱が不可欠です。
選択された加熱方法(真空炉、誘導コイル、または火炎)を、ろう材が溶けて毛細管現象によって接合部に引き込まれるまで適用します。
ステップ4:ろう付け後の検査
冷却後、ろう接合部の完全性と健全性を検査します。技術者は、ろう材の完全な浸透と、ボイドやクラックがないかを確認します。
トレードオフの理解:方法の選択
選択する加熱方法は、最終的な接合部のコスト、速度、品質に大きな影響を与えます。
真空炉ろう付け
これは高性能用途に最適な方法です。高真空下でプロセスを行うことにより、化学フラックスの必要がなくなり、酸化を防ぎます。
その結果、優れた機械的特性を持つ、非常に強力でクリーンで美観的にも優れた接合部が得られます。ただし、多額の設備投資が必要であり、バッチプロセスであるため、単一部品の作業には適していません。
火炎および誘導ろう付け
これらの方法はより高速で携帯性に優れており、修理や小規模な生産に適しています。真空炉よりも初期費用が安価です。
ただし、どちらの方法も通常、酸化層を溶解するために化学フラックスを必要とします。このフラックスは腐食性を持つ可能性があり、ろう付け後に完全に除去する必要があります。また、これらの方法は、均一な加熱を達成し、部品の過熱を避けるために高いオペレーターのスキルを必要とします。
熱処理鋼に関する重要な考慮事項
特定のグレードのステンレス鋼、特にマルテンサイト系鋼を扱うことは、さらなる複雑さを加えます。ろう付けプロセスは、材料の熱処理要件と統合されなければなりません。
マルテンサイト鋼と熱処理
マルテンサイトステンレス鋼の場合、ろう付け温度を慎重に選択する必要があります。
材料の焼入れ温度と一致するようにろう付けサイクルを設計し、2つのプロセスを効果的に組み合わせるか、あるいは鋼を軟化させて望ましい機械的特性を失うのを避けるために、焼戻し温度よりも低い温度でろう付けする必要があります。
目標に合った適切な選択をする
アプリケーションの要件によって、最も適切なろう付け戦略が決まります。
- 最高の接合強度、清浄度、信頼性を最優先する場合: 真空炉ろう付けは、重要なコンポーネントにとって決定的な選択肢です。
- 迅速な小規模生産または現場修理を最優先する場合: 熟練したオペレーターがいる場合、適切なフラックスを用いた火炎または誘導ろう付けは実行可能な選択肢です。
- 熱処理されたマルテンサイト鋼を扱っている場合: 材料の完全性を維持するために、特定の熱処理温度に合わせて熱サイクルを設計する必要があります。
ステンレス鋼特有の性質に適切に対処することが、母材と同じくらい強力で信頼性の高いろう接合部を作成するための鍵となります。
要約表:
| ろう付け方法 | 主な特徴 | 最適な用途 |
|---|---|---|
| 真空炉 | フラックス不要、優れた強度と美観 | 高性能、重要コンポーネント |
| 火炎/誘導 | 高速、携帯性、フラックスが必要 | 修理、小規模生産 |
ステンレス鋼部品で完璧なろう付け結果を達成する準備はできましたか?
KINTEKでは、制御されたろう付けプロセスに必要な正確なラボ機器と消耗品の提供を専門としています。真空炉であろうとフラックスベースの方法であろうと、当社の専門知識により、常に強力で信頼性の高い接合部が得られます。
お客様固有のろう付けの課題についてご相談いただき、KINTEKがお客様の研究所の成功をどのようにサポートできるかをご覧ください。今すぐお問い合わせください。
ビジュアルガイド