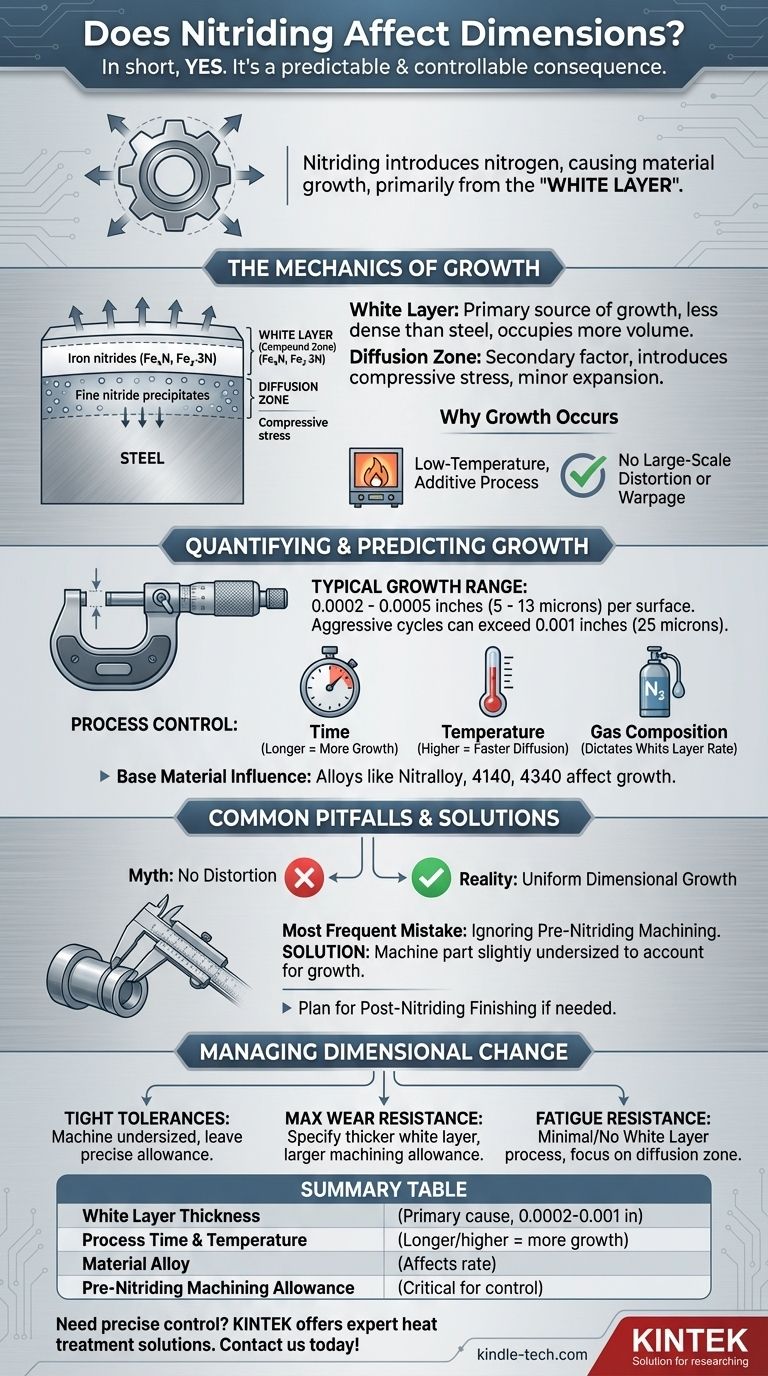
手短に言えば、はい、影響します。 窒化処理は、鋼に窒素を拡散させる表面硬化プロセスであり、この窒素原子の導入は必然的に材料を成長させます。この寸法変化は欠陥ではなく、冶金プロセスの予測可能で管理可能な結果です。成長量は、プロセスパラメータと望ましい表面特性に直接関連しています。
核心的な問題は、寸法が変化するかどうかではなく、その変化をどのように制御し、考慮するかです。窒化処理は、主に「白色層」の形成により、予測可能な成長を引き起こします。エンジニアは、最終仕様を達成するために、処理前に部品をわずかに小さめに機械加工することで、これを予測する必要があります。
窒化処理における寸法成長のメカニズム
結果を制御するには、まずそのメカニズムを理解する必要があります。成長はランダムではなく、新しい材料(窒素原子)を鋼の表面に添加し、新しい構造を形成した直接の結果です。
「白色層」:成長の主な原因
寸法変化に最も大きく寄与するのは、表面に形成される化合物層であり、顕微鏡下での外観から白色層と呼ばれることがよくあります。
この層は窒化鉄(Fe₄NおよびFe₂₋₃N)で構成されており、これらは新しい結晶構造です。これらの窒化物化合物は、下地の鋼よりも密度が低いため、同じ量の鉄原子に対してより多くの体積を占め、部品が外側に成長します。
この白色層の厚さが、総成長量を決定する最大の要因です。
拡散層:二次的な要因
白色層の下には拡散層があります。ここでは、窒素原子が鋼の結晶格子に浸透していますが、完全な化合物層を形成していません。代わりに、アルミニウム、クロム、モリブデンなどの合金元素と非常に微細で硬い窒化物析出物を形成します。
この拡散は圧縮応力を導入し、疲労寿命に優れています。これはわずかな膨張に寄与しますが、全体的な外形寸法への影響は白色層よりもはるかに小さいです。
なぜ成長が起こるのか(収縮ではないのか)
主要な相変態によって収縮と成長の両方を引き起こす可能性のある高温焼入れ焼戻しとは異なり、窒化処理は低温の添加プロセスです。
鋼の臨界温度以下で行われるため、大規模な歪みや反りはありません。既存の構造に窒素を追加するだけであり、それが膨張を強制します。
成長の定量化と予測
窒化処理による寸法成長は、プロセス制御の直接的な関数であるため、予測可能です。
典型的な成長範囲
ほとんどの一般的なガス窒化サイクルでは、表面あたり0.0002〜0.0005インチ(5〜13ミクロン)程度の成長が予想されます。
ただし、これは一般的な目安です。最大の耐摩耗性を目的とした積極的なサイクルでは、0.001インチ(25ミクロン)を超える成長が生じる可能性があります。
プロセス制御の役割
成長量は白色層の厚さに直接比例します。熱処理業者は、次の3つの主要な変数を正確に管理することでこれを制御します。
- 時間: サイクルが長いほど、深さが増し、成長も大きくなります。
- 温度: 温度が高いほど、拡散速度が速くなります。
- ガス組成(窒化ポテンシャル): 炉内の雰囲気中の窒素供給ガスの濃度が、白色層形成速度を決定します。
希望する浸炭深さと白色層の厚さを指定することで、間接的に予想される寸法変化を定義することになります。
基材の影響
異なる鋼合金は窒素を異なる方法で吸収します。Nitralloy 135Mのように窒化処理用に設計された鋼は、強力な窒化物形成剤であるアルミニウムを多く含んでいます。
4140や4340のような他の一般的な合金も、クロムとモリブデン含有量のおかげで良好に窒化されます。特定の合金元素は、最終的な白色層の組成、ひいては正確な成長量に影響を与えます。
トレードオフと一般的な落とし穴を理解する
多くのエンジニアは、窒化処理が「歪みを起こさない」と言われますが、これは危険な単純化です。ニュアンスを理解することが重要です。
「歪みがない」という神話
窒化処理は、低温(通常925-1050°Fまたは500-565°C)で行われるため、実質的に反りや形状の歪みを起こしません。これにより、長尺または薄い部品を歪ませる高温焼入れの熱衝撃や相変化を回避できます。
しかし、それは確実に均一な寸法成長を引き起こします。これら2つの概念を混同することが最も一般的な落とし穴であり、仕様外の部品につながります。
窒化前機械加工の無視
最も頻繁な間違いは、窒化処理前に部品を最終寸法に機械加工することです。その後の成長は、必然的に部品を公差範囲外に押し出します。
正しい手順は、部品をわずかに小さめに仕上げ機械加工し、予想される成長のために正確な材料許容差を残すことです。これには、熱処理業者との緊密な連携が必要です。
窒化後仕上げの忘れ
非常に厳しい公差が要求される一部の用途では、非常に厚い、またはわずかに多孔質の白色層を窒化後にラッピングまたは研磨する必要がある場合があります。
この工程は計画しておく必要があります。あまりにも多くの材料を除去しようとすると、浸炭硬化表面の最も耐摩耗性の高い部分が損なわれる可能性があります。
設計における寸法変化の管理方法
成長を問題と捉えるのではなく、制御可能な設計パラメータとして扱います。
- 極めて厳しい公差を維持することが主な焦点である場合: 窒化処理前に部品をわずかに小さめに機械加工し、予想される成長のために正確な許容差を残す必要があります。
- 耐摩耗性を最大化することが主な焦点である場合: 熱処理業者と協力して、より厚い白色層を指定し、増加した成長を補償するためにより大きな機械加工許容差を提供します。
- 最小限のサイズ変化で疲労抵抗が主な焦点である場合: 最小限または「白色層なし」(特定のガス窒化制御で達成可能)のプロセスを検討し、拡散層の深さの指定に焦点を当てます。
寸法成長を偶発的なものではなく、予測可能なプロセス変数として扱うことで、精度を損なうことなく窒化処理の可能性を最大限に活用できます。
要約表:
| 要因 | 寸法成長への影響 | 典型的な範囲 |
|---|---|---|
| 白色層の厚さ | 成長の主な原因 | 表面あたり0.0002~0.001インチ(5~25 µm) |
| 処理時間と温度 | サイクルが長い/高いほど成長が増加 | 仕様により異なる |
| 材料合金 | 白色層形成速度に影響 | 合金による(例:Nitralloy、4140) |
| 窒化前機械加工許容差 | 最終公差制御に不可欠 | 予想される成長に基づいて計算する必要がある |
実験室用部品の窒化処理結果を精密に制御する必要がありますか?
KINTEKは、実験室用機器と消耗品を専門とし、窒化処理などの熱処理プロセスに関する専門的なソリューションを提供しています。精密工具、金型、高摩耗部品のいずれを扱っている場合でも、当社は寸法安定性と優れた表面硬度を確保するための機器とサポートを提供します。
📞 当社のお問い合わせフォームから今すぐお問い合わせください。当社の窒化処理の専門知識が、お客様のラボの能力をどのように向上させ、最も要求の厳しいアプリケーションに対して信頼性の高い、再現性のある結果を提供できるかについてご相談ください。
ビジュアルガイド