
高い数字の誘惑
実験室の調達において、避けるのが難しい心理的な罠があります。それは、最大仕様の魅力です。
「真空炉はどれくらい熱くなるのか?」と尋ねると、本能的に利用可能な最も高い数字を探してしまいます。安全だと感じ、将来性があるとさえ感じます。
しかし、熱力学には無料のランチはありません。
真空炉は単に熱くなる静的な箱ではありません。それは、熱容量が材料劣化との絶え間ない戦いを繰り広げている、複雑に設計されたエコシステムです。
最高温度は、どれだけの電力を供給できるかによって決まるのではありません。それは、応力に対する許容度が最も低い部品によって決まります。それは、弱い環の物語です。
熱のアーキテクチャ
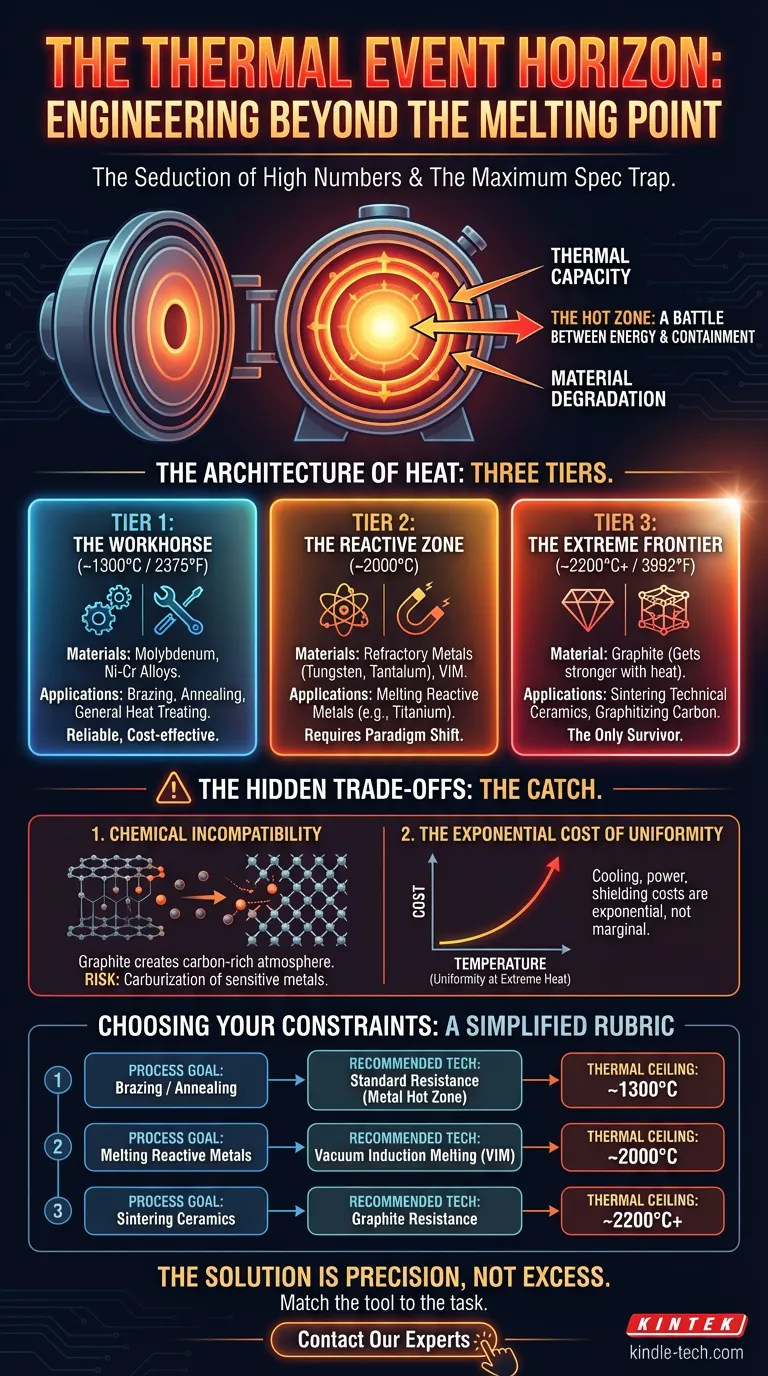
温度限界を理解するには、「ホットゾーン」を見る必要があります。
これが炉の心臓部です。エネルギーと封じ込めの戦いが繰り広げられる場所です。炉の限界は、このゾーンを構築するために選択された材料によって定義されます。
エンジニアは一般的に、これらの熱的上限を3つの異なるティアに分類します。
ティア1:ワークホース(1300℃まで)
ほとんどの産業用途(ろう付け、アニーリング、一般的な熱処理)では、標準的な抵抗の領域で動作します。
これらのシステムは通常、モリブデンまたはニッケルクロム合金を使用します。これらは信頼性が高く、比較的費用対効果が高く、クリーンです。
1300℃(2375°F)での運転は、炉の断熱材の物理学を限界点まで押し上げることなく、ほとんどの標準合金の微細構造を変化させるのに十分です。
ティア2:反応ゾーン(2000℃)
超合金やチタンなどの反応性金属の領域に足を踏み入れると、標準的な抵抗は失敗します。パラダイムシフトが必要です。
これは、高融点金属(タングステンまたはタンタル)と真空誘導溶解(VIM)の領域です。
VIM炉は単に要素を加熱するだけでなく、電磁誘導を使用して化学的に純粋な環境で導電性材料を溶解します。2000℃に達することができますが、異なるレベルのメンテナンスと環境制御が必要です。
ティア3:エクストリームフロンティア(2200℃以上)
2200℃(3992°F)では、単に物を加熱しているだけではありません。技術セラミックスの焼結や炭素の黒鉛化を行っています。
これに耐えるには、グラファイトが必要です。
グラファイトヒーターと断熱材は、これらの極限で構造的完全性を維持できる唯一の材料です。実際、グラファイトは熱くなるほど強くなります。
しかし、それには代償が伴います。それは炭素です。
隠されたトレードオフ
ここでエンジニアリングの考え方が重要になります。
「1200℃しか必要ないとしても、安全のために2200℃のグラファイト炉を買おう」と思うかもしれません。
これはしばしば間違いです。
1. 化学的不適合性 グラファイトのホットゾーンは炭素リッチな雰囲気を作り出します。敏感な金属を処理している場合、この炭素が材料に浸出し、浸炭を引き起こします。熱はあっても、化学反応は台無しです。
2. 均一性の指数関数的なコスト 熱は混沌とした状態になりたがります。800℃での温度均一性の達成は標準的なエンジニアリングです。2200℃での達成は物理学の偉業です。
2200℃を封じ込めるために必要な冷却システム、電源、放射線遮蔽は、標準的な炉よりもわずかに高いコストではありません。指数関数的に高いコストがかかります。
制約の選択
問題は「最高温度は?」ではありません。
より良い質問は、「私の材料に必要な正確な熱環境は?」です。
意思決定のための簡単なルーブリックを次に示します。
| プロセス目標 | 推奨テクノロジー | 熱的上限 |
|---|---|---|
| ろう付け/アニーリング | 標準抵抗(金属ホットゾーン) | 約1300℃ |
| 反応性金属の溶解 | 真空誘導溶解(VIM) | 約2000℃ |
| セラミックスの焼結 | グラファイト抵抗 | 約2200℃以上 |
解決策は精度であり、過剰ではない
高温エンジニアリングは、ツールとタスクを一致させることです。
炉の仕様を過剰に設定すると、不必要な資本支出と潜在的な化学的不適合につながります。仕様を低く設定すると、プロセス障害につながります。
KINTEKでは、実験装置を仕様書だけでなく、お客様のアプリケーションのレンズを通して見ています。標準合金のアニーリングであっても、高温焼結で材料科学の限界を押し広げる場合であっても、私たちはお客様の現実に合ったエンジニアリングシステムを提供します。
温度、純度、コストの間のトレードオフをナビゲートするお手伝いをします。
ビジュアルガイド
関連製品
- 真空熱間プレス炉 加熱真空プレス機 チューブ炉
- 熱処理・焼結用600T真空誘導熱プレス炉
- 真空熱間プレス炉 加熱真空プレス
- 真空熱処理炉および浮上誘導溶解炉
- 2200℃ タングステン真空熱処理・焼結炉



















