溶融金属を融点よりも高い温度で注湯することは、鋳造における重要かつ譲れない工程です。この「過熱(スーパーヒート)」と呼ばれる行為は、金属が炉から出た瞬間に避けられない熱損失を補うために不可欠です。この熱的な「緩衝材」がないと、金属は早すぎる凝固を開始し、金型を完全に充填できず、欠陥のある部品ができてしまいます。
金属鋳造における中心的な課題は、時間と温度との戦いです。融点を超えた追加の熱、すなわち過熱は、液体金属が取鍋を移動し、凝固が始まる前に金型キャビティを完全に満たすのに十分な熱エネルギーを確実に持っているための必須の保険となります。
凝固との戦い:過熱が不可欠な理由
金属を融点と正確に同じ温度で注湯することは、実際には機能しない理論上の理想です。炉から金型への移動経路には、溶融金属が重要な熱エネルギーを失う機会が数多く存在します。
避けられない熱損失の補填
溶融金属は、炉から排出された瞬間から冷却が始まります。熱は、移送用の取鍋、周囲の空気、そして最も重要なこととして、金型自体の比較的冷たい材料に失われます。過熱は、これらの損失を吸収し、完全に液体状態を保つために必要な追加のエネルギーを提供します。
金型の完全充填(流動性)の確保
温度は溶融金属の流動性(粘性の逆数)に直接関係しています。過熱度が高いほど、金属はタールのようにではなく、水のように流れます。この改善された流動性は、薄い部分を充填し、金型キャビティ内の複雑なディテールを捉えるために極めて重要です。
早期凝固の防止
金属の温度がまだ流れている間に融点まで低下すると、すぐに凝固が始まります。この早期凝固は、部品を使用不能にするいくつかの重大な鋳造欠陥の根本原因となります。

温度不足の結果
十分な過熱を適用しないことは、軽微な工程エラーではありません。それは、再溶解またはスクラップする必要がある鋳造不良に直接つながり、時間、エネルギー、および費用を浪費します。
流れ残り(ミスラン)と不完全な鋳造
流れ残り(Misrun)は最も単純な欠陥です。金属が熱を失いすぎ、金型が満たされる前に凝固し、不完全な部品ができます。これは、低すぎる温度で注湯した結果としてよく見られます。
冷え固まり(コールドシャット)と弱いシーム
冷え固まり(Cold Shut)は、溶融金属の2つの流れが金型内で出会うものの、適切に融合するには冷たすぎる場合に発生します。これにより、最終的な部品に亀裂のような不連続部、すなわちシームができ、これは重大な構造的破壊点となります。
表面仕上げとディテールの劣化
動きの鈍い、かろうじて溶けている金属は、金型壁にしっかりと押し付けられるエネルギーが不足しています。その結果、意図された鋭い角の部分が丸くなり、金型パターンの微細な表面の質感やディテールを再現できなくなります。
トレードオフの理解:熱すぎることの危険性
過熱は必要ですが、過剰な熱は別の問題を引き起こします。目標は、可能な限り高い温度を見つけることではなく、最適な温度を見つけることです。
ガス細孔(ポロシティ)の増加
溶融金属は、水素や酸素などの周囲のガスを吸収します。金属が熱いほど、より多くのガスを溶解状態で保持できます。金属が冷却して金型内で凝固する際、このガスは溶液から押し出され、最終的な鋳造物を弱めるガス細孔(気泡)を形成します。
金型の損傷と反応
過度に高い温度は金型自体を損傷する可能性があります。砂型鋳造では、結合剤の分解を引き起こしたり、金属が砂と融合したりして、劣悪な表面仕上げにつながることがあります。また、熱い金属が流れる際の金型や湯道システムの侵食を早める可能性もあります。
機械的特性の低下
熱すぎる注湯は、凝固時間を大幅に延長させます。この遅い冷却は、金属の微細構造内に大きく粗い結晶粒の成長を促進し、通常、部品の最終的な強度、延性、および靭性を低下させます。
プロセスに最適な選択をする
理想的な注湯温度は単一の値ではなく、特定の鋳造条件に基づいて慎重に計算されるパラメーターです。それは、流動性を確保することと、過剰な熱によって引き起こされる欠陥を避けることとのバランスです。
- 高度にディテール化された薄肉部品の鋳造が主な焦点の場合: 金属の流動性が凝固前にすべての複雑なキャビティを満たすことを保証するために、より高いレベルの過熱が必要になります。
- 単純な肉厚部品の強度を最大化することが主な焦点の場合: 流れ残りや冷え固まりを回避するのに十分な高さの注湯温度を使用します。これにより、より速い凝固と、より強く、より微細な結晶粒の微細構造が促進されます。
- プロセスの安定性とコスト効率の最大化が主な焦点の場合: エネルギーを浪費したり、装置への過度の摩耗を引き起こしたりすることなく、健全な鋳造物を一貫して製造できる最適な注湯温度ウィンドウを特定することが目標となります。
結局のところ、注湯温度の制御は、最終的な鋳造部品の品質と完全性を保証するための最も強力なツールの1つです。
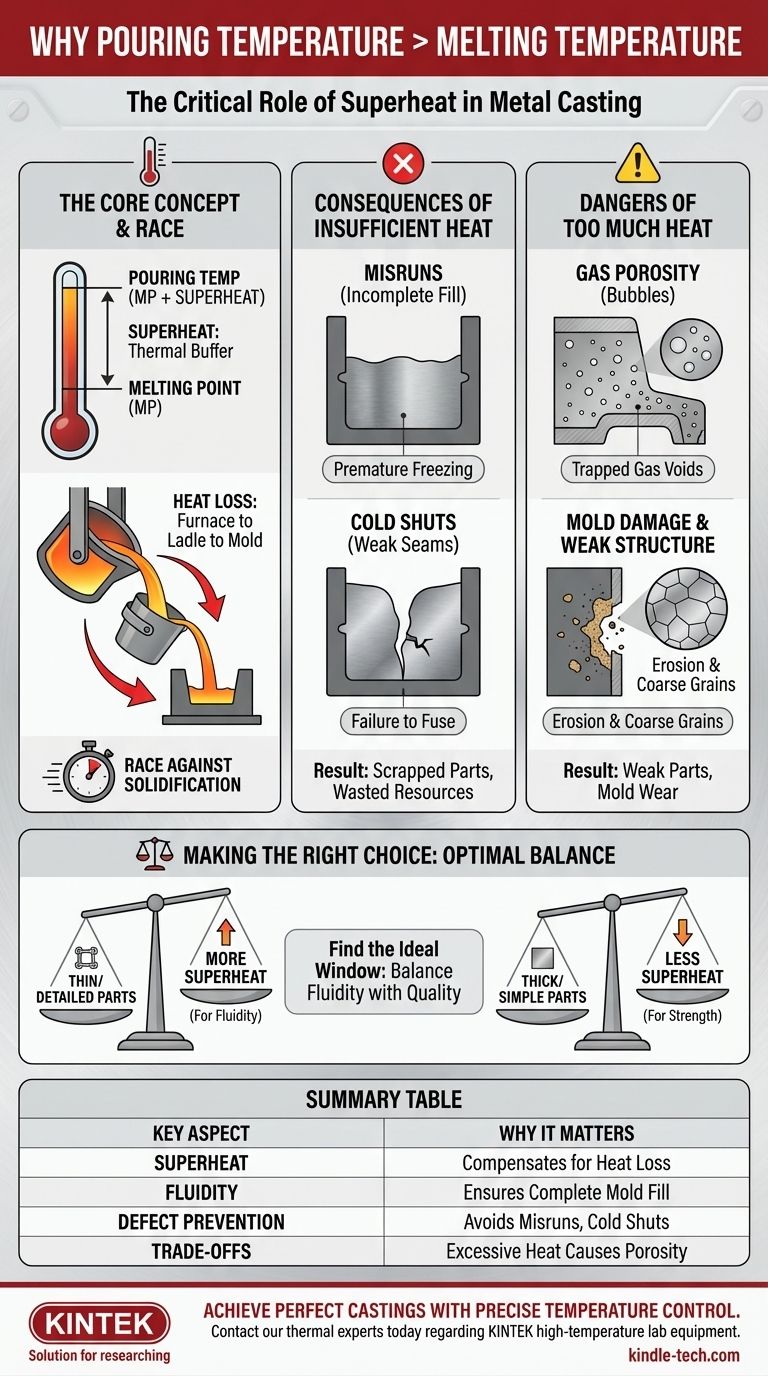
要約表:
| 主要な側面 | 重要性 |
|---|---|
| 過熱(スーパーヒート) | 移送および注湯中の熱損失を補います。 |
| 流動性 | 金属が金型全体、特に薄い部分を満たすことを保証します。 |
| 欠陥防止 | 流れ残り、冷え固まり、表面仕上げの悪化を回避します。 |
| トレードオフ | 過剰な熱はガス細孔や強度の低い部品を引き起こす可能性があります。 |
正確な温度制御で完璧な鋳造を実現
鋳造欠陥や結果の一貫性のなさに悩んでいませんか?溶融金属の正確な熱管理は極めて重要です。KINTEKは、特定の合金と金型設計に最適な注湯温度を達成できるよう、炉や温度制御システムを含む高温実験装置を専門としています。
当社のソリューションは、鋳造所や研究開発ラボが以下を行えるように支援します。
- 欠陥の排除: 金型の完全充填と、強固で健全な鋳造物を保証します。
- プロセスの最適化: 部品の形状と材料に最適な温度ウィンドウを見つけます。
- 効率の向上: スクラップ率を削減し、材料費とエネルギーコストを節約します。
鋳造プロセスの完璧化の準備はできましたか? 当社の熱の専門家に今すぐお問い合わせいただき、KINTEKの実験装置がお客様の業務に信頼性と品質をもたらす方法についてご相談ください。
ビジュアルガイド