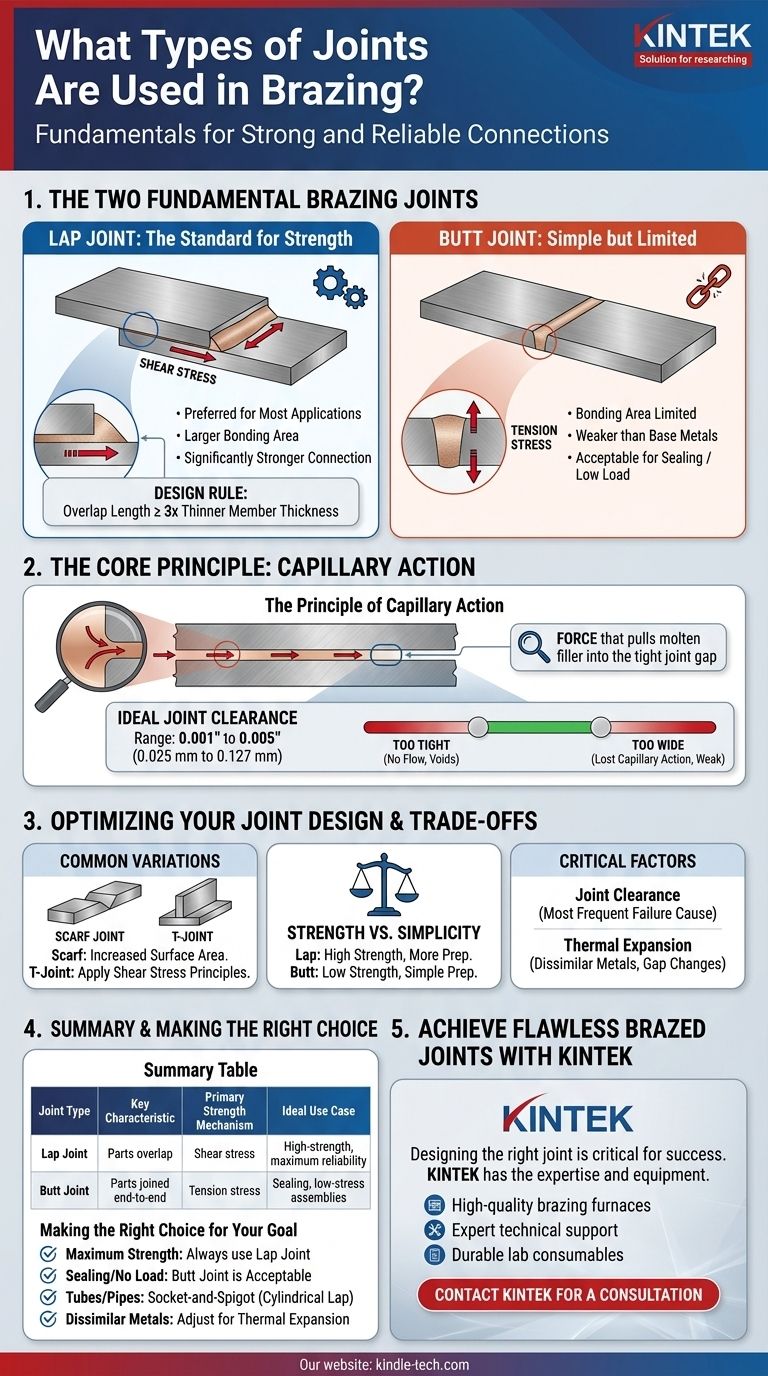
ろう付けには、主に2つの基本的な接合部の種類があります。すなわち、ラップ継手(重ね継手)と突合せ継手(突き合わせ継手)です。実際に行われるろう付け接合部の設計は、ほぼすべてこの2つのいずれかのバリエーション、またはそれらの組み合わせです。2つの部材が重なり合うラップ継手は、より大きな接合面積を提供し、端部同士を接合する突合せ継手よりもはるかに強力な接続を形成するため、ほとんどの用途で圧倒的に好まれます。
ろう付け接合部設計の基本原則は、フィラーメタルが接合するための表面積を最大化することです。そのため、ラップ継手はせん断応力下で負荷がかかるため、強度確保の標準とされており、突合せ継手は、はるかに強度の低いフィラー合金の引張強度によって制限されます。
2つの基本的なろう付け接合部
本質的に、ろう付け接合部とは、密接に嵌合する2つ以上の部品間の空間であり、溶融した合金によって充填される部分です。その空間の形状が、アセンブリの最終的な強度を決定する最も重要な要因となります。
ラップ継手:強度の標準
ラップ継手は、接合する2つの部品を重ね合わせることによって形成されます。この設計は、ろう付けにおいて最も広く使用され、推奨されています。
その強度は、フィラーメタルにせん断応力をかけることによって得られます。負荷は重ね合わせ部の全面積に分散されるため、母材そのものよりも強い接合部を設計することが容易になります。
一般的な設計規則として、重ね合わせ部の長さは、薄い部材の厚さの少なくとも3倍にすることが推奨されます。この簡単なガイドラインに従うことで、通常、ろう付け接合部が破壊される前に母材が破壊されることが保証されます。
突合せ継手:シンプルだが限定的
突合せ継手は、2つの部品を端部同士で接合します。接合面積は、薄い方の部品の断面積に限定されます。
この設計では、フィラーメタルに引張応力がかかります。ろう付けフィラーメタルは、母材よりも強度が低いことがほとんどであるため、突合せ継手は接合する部品よりも必ず弱くなります。
突合せ継手は、大きな応力や負荷がかかる用途には推奨されません。シール目的や、機械的強度が主要な要件ではないアセンブリには許容されます。
接合部設計の最適化
ラップ継手か突合せ継手かを選択する以外に、ろう付け接続の成功は、部品間の空間を制御することに完全に依存します。
毛細管現象の原理
ろう付けは、毛細管現象によって機能します。これは、溶融したフィラーメタルを部品間の狭い隙間に引き込む力です。この力は強力で、重力に逆らって合金を接合部に引き込むことができます。
毛細管現象が効果を発揮するためには、部品間の隙間、すなわち接合部の隙間(ジョイントクリアランス)を正確に制御する必要があります。
理想的な接合部の隙間の決定
理想的な隙間は、フィラーメタル、母材、ろう付けプロセスによって異なりますが、一般的な範囲は0.001インチから0.005インチ(0.025 mmから0.127 mm)です。
隙間がきつすぎると、フィラーメタルが接合部に流れ込めず、ボイド(空隙)や弱い接合部が生じます。隙間が広すぎると、毛細管現象が失われ、フィラーが接合部全体を満たせず、フィラーメタルの限られた強度だけに依存する弱い接続になります。
一般的な設計のバリエーション
ラップ継手と突合せ継手の原理は、さまざまな構成で適用されます。スカーフ継手(斜め継手)は、表面積を増やすために端部が面取りされた突合せ継手の一種であり、単純な突合せ継手よりも強力です。T継手は、機械的にはラップ継手の一種であり、せん断応力を考慮した同じ原理で設計されるべきです。
トレードオフの理解
ろう付けのための設計には、強度、製造の複雑さ、コストのバランスを取ることが含まれます。これらのトレードオフを誤解することが、失敗の一般的な原因となります。
強度対単純性
突合せ継手は準備が最も簡単ですが、強度は最も低くなります。ラップ継手は、より多くの材料と準備(部品の重なりを確保すること)が必要ですが、はるかに優れた機械的性能を提供します。選択は、完成品の要件に完全に依存します。
接合部ギャップの重要な役割
不適切な接合部の隙間は、ろう付け失敗の最も頻繁な原因です。これは後回しにする事柄ではなく、重要な設計パラメーターです。実際のろう付け温度において正しい隙間が確保されるように、部品とそれらを保持する治具を設計し、熱膨張を考慮に入れる必要があります。
熱膨張の不一致
異種金属(銅と鋼など)を接合する場合、加熱されると異なる速度で膨張します。この変化は、ろう付けサイクル中に接合部の隙間を閉じたり開いたりすることがあります。この影響を計算し、ろう付け温度で正しい隙間が存在するように、室温での隙間を調整する必要があります。
目的に合わせた正しい選択をする
アプリケーションの特定のニーズが設計を決定する必要があります。
- 接合部の強度を最大限に高めることが主な焦点の場合: 必ずラップ継手を使用してください。重ね合わせ部は薄い方の部品の厚さの少なくとも3倍を確保し、正確な接合部の隙間を維持してください。
- 負荷のない接合部のシールが主な焦点の場合: 突合せ継手で十分です。準備が簡単で、機械的性能は懸念されないためです。
- チューブやパイプを接合する場合: 円筒形のラップ継手であるソケット・アンド・スピゴット(差し込み式)設計を使用し、位置合わせと優れた強度を確保してください。
- 異種金属を接合する場合: 熱膨張が接合部の隙間に与える影響を計算し、室温での寸法を調整して補償してください。
結局のところ、成功するろう付けは、熱が加えられるずっと前に始まっており、毛細管現象のプロセスに合わせて接合部を具体的に設計することによって達成されます。
要約表:
| 接合部の種類 | 主な特徴 | 主な強度メカニズム | 理想的な使用例 |
|---|---|---|---|
| ラップ継手 | 部品が重なり合う | せん断応力 | 高強度用途、最大の信頼性 |
| 突合せ継手 | 部品が端部同士で接合される | 引張応力 | シール、低応力アセンブリ |
KINTEKで完璧なろう付け接合部を実現
適切な接合部の設計は、ろう付けアセンブリの成功と長寿命にとって極めて重要です。ラップ継手の優れた強度が必要な場合でも、突合せ継手の単純さが必要な場合でも、KINTEKは研究室のろう付けニーズをサポートするための専門知識と設備を備えています。
当社が提供するもの:
- 正確な温度制御と均一な加熱を実現する高品質のろう付け炉。
- 異種金属を含む困難な用途における適切なフィラーメタルの選択と接合部設計の最適化を支援する専門的な技術サポート。
- バッチごとに一貫した信頼性の高い結果を保証する耐久性のあるラボ用消耗品。
接合部の設計をプロセスの弱点にしてはいけません。今すぐ当社のろう付け専門家に連絡して、より強く、より信頼性の高い製品の構築をどのように支援できるかをご相談ください。
ビジュアルガイド