従来の焼結の場合、温度は単一の値ではなく、処理される材料に大きく依存します。ジルコニアのような一般的な高性能セラミックスの場合、焼成温度は通常1,450°Cから1,550°Cの間です。これは、その結晶構造が変態する温度(約1,170°C)よりもかなり高いです。なぜなら、主な目標は相変化だけでなく、最大の密度と強度を達成することだからです。
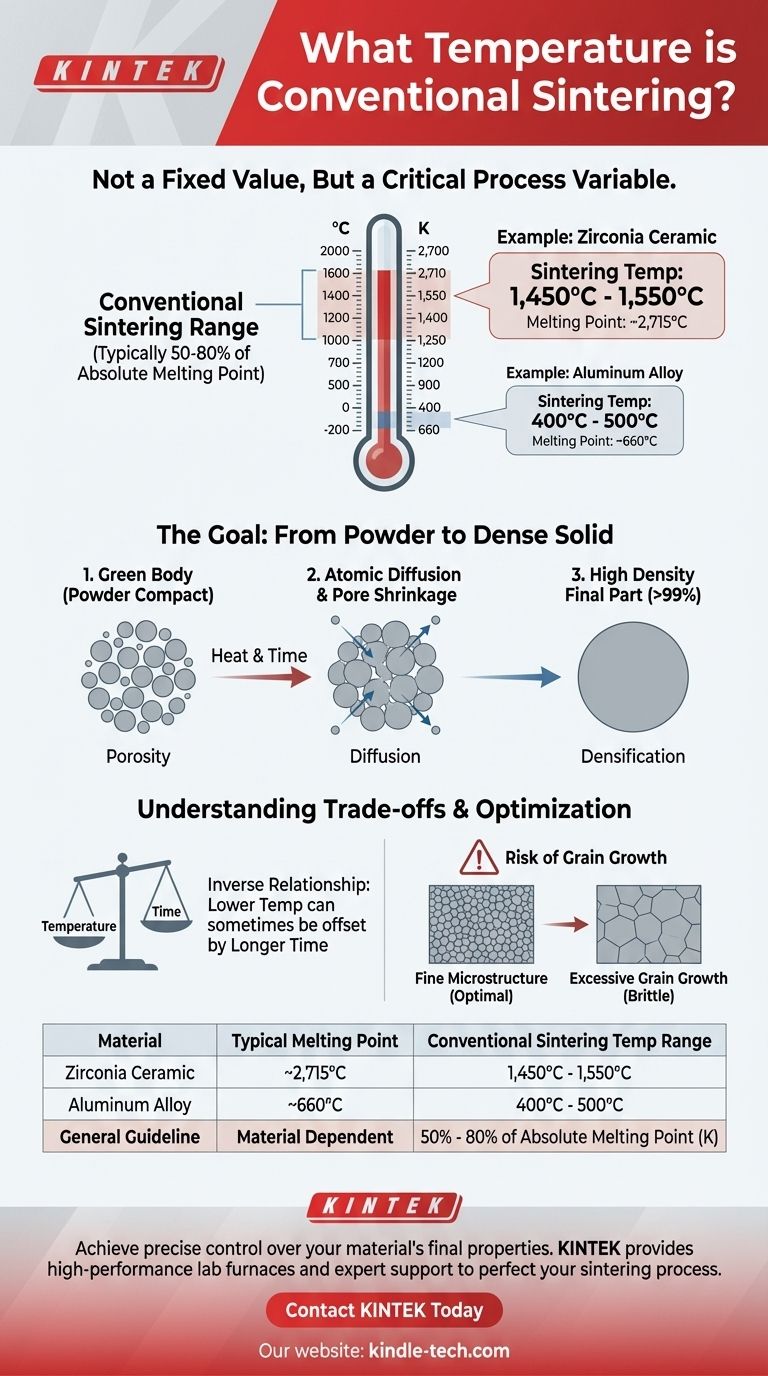
焼結温度は、固定された数値としてではなく、重要なプロセス変数として理解するのが最適です。適切な温度とは、原子拡散を可能にし、粒子を融合させるのに十分な高さでありながら、材料の融点より安全に低い温度であり、通常、絶対融点の50〜80%の範囲に収まります。
焼結の目標:粉末から固体へ
焼結は、粉末成形体を緻密な固体オブジェクトに変換する熱処理プロセスです。熱は、材料の構造を根本的に変化させるために必要なエネルギーを提供します。
気孔率の除去
出発材料は「グリーンボディ」であり、粒子間にかなりの空隙、つまり気孔率を持つ圧縮された粉末です。焼結の主な目標は、これらの気孔を除去することです。
原子拡散の促進
熱は粉末粒子内の原子を活性化させます。このエネルギーにより、原子は隣接する粒子の境界を越えて移動し、それらの間の空隙を埋め、強力な冶金結合を形成します。このプロセスは原子拡散として知られています。
高密度の達成
拡散が進むにつれて、粒子は融合し、気孔は収縮し、部品全体はより緻密で強固になります。ジルコニアのような材料の場合、目標はしばしば理論上の最大値の99%以上の最終密度を達成することであり、優れた機械的特性を保証します。
温度がこれほど劇的に変化する理由
普遍的な焼結温度は存在しません。なぜなら、拡散プロセスは材料自身の特性、最も重要なのはその融点に本質的に結びついているからです。
経験則:融点が鍵
信頼できるガイドラインとして、材料の従来の焼結温度は、通常、絶対融点(ケルビンで測定)の50%から80%です。融点が非常に高い材料は、非常に高い焼結温度を必要とします。
例:ジルコニア
ジルコニアの融点は約2,715°Cと非常に高いです。一般的な焼結温度である約1,500°Cは、予想される範囲にぴったり収まり、融解のリスクなしに効果的な拡散を可能にします。
例:金属とセラミックス
この原理は、材料クラス間の大きな違いを説明します。アルミニウム合金粉末(融点約660°C)は400〜500°Cという低い温度で焼結する可能性がありますが、工業用セラミックスは1,000°Cをはるかに超える温度を必要とします。
トレードオフの理解
焼結温度の選択は、相反する要因のバランスです。単に温度を高くすれば良いというわけではなく、重大な問題を引き起こす可能性があります。
温度と時間
温度と時間の間には逆の関係があります。より低い温度でより長い時間焼結することで、同様の緻密化を達成できる場合があります。これは、エネルギーを節約したり、最終的な微細構造をより細かく制御したりするためによく行われます。
結晶粒成長のリスク
過度の温度や時間は、結晶粒成長を引き起こす可能性があります。これは、小さな結晶粒が結合して大きな結晶粒になる現象です。これにより、最後の気孔が除去されるのに役立つ一方で、過度に大きな結晶粒は最終的な材料をより脆く、破損しやすくする可能性があります。
相変態点
ジルコニアのような材料の場合、相変態温度(約1,170°C)に達することは必要なステップですが、完全な緻密化には十分ではありません。はるかに高い約1,500°Cの温度を必要とする重要な原子拡散こそが、真に強力で緻密な最終部品を作り出します。
適切な温度を決定する方法
理想的な焼結温度は、最終目標に完全に依存します。常に材料サプライヤーの技術データシートから始め、特定の目的に基づいて調整してください。
- 最大の強度と密度が主な焦点の場合:推奨される焼結温度範囲の上限を目指し、最も完全な粒子融合と気孔除去を確実にします。
- 微細構造の制御やコストが主な焦点の場合:より低い温度とより長い保持時間を組み合わせて検討しますが、用途に必要な最小密度を達成していることを確認してください。
最終的に、温度は焼結部品の最終的な密度、結晶粒構造、および機械的性能を制御するための主要な手段です。
要約表:
| 材料 | 代表的な融点 | 従来の焼結温度範囲 |
|---|---|---|
| ジルコニアセラミックス | 約2,715°C | 1,450°C - 1,550°C |
| アルミニウム合金 | 約660°C | 400°C - 500°C |
| 一般的なガイドライン | 材料に依存 | 絶対融点(K)の50% - 80% |
材料の最終特性を正確に制御します。
適切な焼結温度は、セラミックスまたは金属部品で最大の密度、強度、および望ましい微細構造を達成するために不可欠です。KINTEKでは、お客様の焼結プロセスを完璧にするために必要な高性能ラボ炉と専門家によるサポートを提供することに特化しています。
当社の装置は、再現性のある高品質な結果に不可欠な正確な温度制御と均一な加熱を保証します。当社の専門家が、お客様の特定の材料と用途の目標に合わせて焼結サイクルを最適化するお手伝いをいたします。
今すぐKINTEKにお問い合わせください。お客様の研究所の焼結ニーズについて話し合い、最適なソリューションを見つけてください。
ビジュアルガイド
関連製品
- 9MPa空気圧焼結炉(真空熱処理付)
- スパークプラズマ焼結炉 SPS炉
- 真空熱処理・モリブデン線焼結炉(真空焼結用)
- 小型真空熱処理・タングステン線焼結炉
- 歯科用ポーセレンジルコニア焼結セラミック真空プレス炉



















