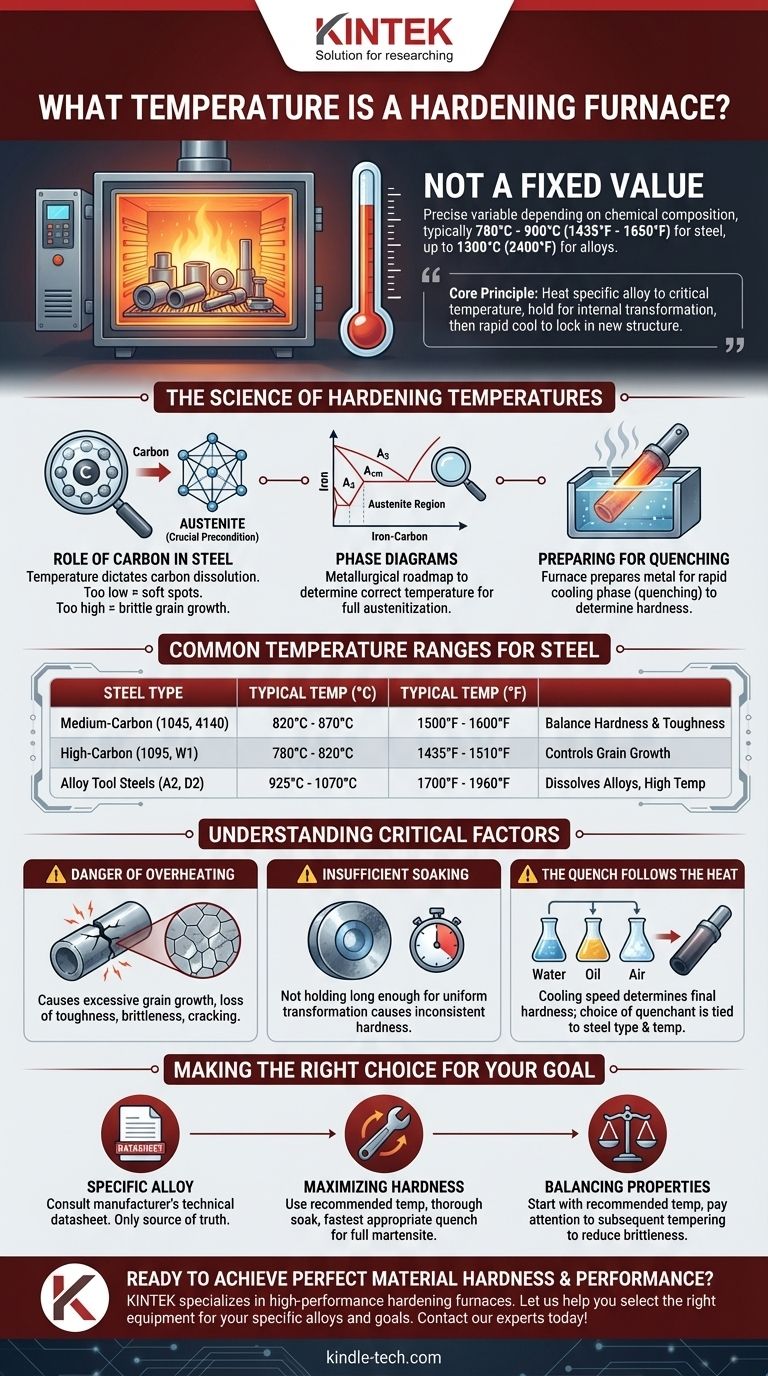
焼入れ炉の温度は単一の特定の値ではありません。それは、処理される金属の化学組成に完全に依存する正確な変数です。最も一般的な用途である鋼の場合、この温度は通常780°Cから900°C(1435°Fから1650°F)の範囲にありますが、特殊な工具鋼や合金では1300°C(2400°F)にまで及ぶことがあります。正確な温度は、焼き入れの前に金属の内部結晶構造に特定の変化を達成するために選択されます。
焼入れの核となる原理は、単に金属を熱することではありません。特定の合金を正確な臨界温度まで加熱し、それを保持して完全な内部変態を達成し、その後急速に冷却して新しく硬い構造を固定することです。それが重要です。

焼入れ温度の科学
単一の答えがない理由を理解するには、加熱プロセスの目的を理解する必要があります。炉の役割は、焼き入れとして知られる急速な冷却段階のために金属を準備することです。
鋼における炭素の役割
鋼の場合、焼入れ温度は主に炭素含有量によって決まります。熱は、炭素やその他の元素をオーステナイトとして知られる特定の結晶構造に溶解させるために使用されます。
このオーステナイト状態は、焼入れの必要条件です。温度が低すぎると、オーステナイトへの変態が不完全になり、軟部が生じます。温度が高すぎると、鋼の内部結晶粒が過度に成長し、脆くなります。
冶金ロードマップ:相図
冶金学者は、適切な温度を決定するために鉄-炭素相図と呼ばれるツールを使用します。この図は、任意の温度と炭素含有量における鋼の内部構造を示します。
重要なのは、鋼をその上限臨界温度(図中のA3またはAcmとラベル付けされている)のすぐ上に加熱することです。これは、構造が完全にオーステナイトになり、焼き入れの準備が整う点です。
鋼の一般的な温度範囲
特定の合金のデータシートが常に決定的な情報源となりますが、一般的な範囲は良い参照枠を提供します。
- 中炭素鋼(例:1045、4140):これらは通常、820°C~870°C(1500°F~1600°F)で焼入れされます。これらは硬度と靭性の良好なバランスを提供します。
- 高炭素鋼(例:1095、W1):これらの鋼は、通常780°C~820°C(1435°F~1510°F)とわずかに低い温度を必要とします。低温は、これらのより脆い合金で重要な結晶粒の成長を制御するのに役立ちます。
- 合金工具鋼(例:A2、D2):これらの複雑な合金は、クロムやモリブデンなどの元素を含み、これらの元素を適切に溶解させるために、多くの場合925°C~1070°C(1700°F~1960°F)の高温を必要とします。
トレードオフと重要な要素の理解
正しい温度を達成することは、プロセスのほんの一部にすぎません。他のいくつかの要因も、成功する焼入れ操作にとって同様に重要です。
過熱の危険性
鋼を臨界温度を大幅に超えて加熱すると、過度の結晶粒成長を引き起こします。大きな内部結晶粒は金属内に弱面を作り出し、靭性の著しい損失につながり、最終的な部品を脆くし、亀裂を生じやすくします。
保持時間不足の問題
保持(Soaking)は、目標温度で金属を保持するプロセスです。単に温度に達するだけでは不十分です。熱が完全に浸透し、オーステナイトへの内部変態が部品の断面全体で均一になるように、材料を十分に長く保持する必要があります。保持時間不足は、硬度の不均一性の主な原因です。
熱に続く焼き入れ
加熱の目的全体は、焼き入れの準備をすることです。この冷却プロセスの速度が最終的な硬度を決定します。水、油、または空気のいずれであれ、焼き入れ材の選択は、使用された鋼の種類とオーステナイト化温度に直接関連しています。
目標に合った正しい選択をする
正しい焼入れ温度を決定するには、まず材料と目標を定義する必要があります。
- 特定の既知の合金に重点を置く場合:必ずメーカーまたはサプライヤーの技術データシートを参照してください。これは、その材料の熱処理プロトコルの唯一の真実の情報源です。
- 工具の硬度を最大化することに重点を置く場合:データシートに記載されている推奨温度を使用し、徹底的な保持を行った後、完全なマルテンサイト変態を達成するために可能な限り最速の適切な焼き入れを行います。
- 部品の硬度と靭性のバランスを取ることに重点を置く場合:推奨される焼入れ温度から開始しますが、硬度の一部を犠牲にして脆性を低減するために使用される後続の焼き戻しプロセスに細心の注意を払います。
結局のところ、焼入れを習得することは、正確な温度制御を使用して材料の最終的な性能を決定することなのです。
要約表:
| 鋼の種類 | 一般的な焼入れ温度範囲(°C) | 一般的な焼入れ温度範囲(°F) |
|---|---|---|
| 中炭素鋼(例:1045、4140) | 820°C - 870°C | 1500°F - 1600°F |
| 高炭素鋼(例:1095、W1) | 780°C - 820°C | 1435°F - 1510°F |
| 合金工具鋼(例:A2、D2) | 925°C - 1070°C | 1700°F - 1960°F |
完璧な材料の硬度と性能を実現する準備はできましたか?
正確な温度制御は、成功する熱処理の基盤です。KINTEKは、冶金学者、エンジニア、製造ラボ向けに設計された高性能焼入れ炉およびラボ機器を専門としています。当社のソリューションは、オーステナイト化や焼き入れなどの重要なプロセスを習得するために必要な精度と信頼性を提供します。
お客様の特定の合金と焼入れ目標に合った適切な機器の選択をお手伝いします。専門家による個別相談については、今すぐお問い合わせください!
ビジュアルガイド