誘導炉の稼働周波数は単一の値ではなく、炉のサイズ、用途、溶解する材料に応じて異なる範囲に分類されます。古い大型炉は商用周波数(50/60 Hz)で動作しますが、現代の産業用炉の大部分は中周波数帯、典型的には150 Hzから10,000 Hz(10 kHz)で動作し、特殊な小型ユニットではさらに高い周波数を使用します。
動作周波数の選択は、炉の効率、溶解速度、および溶融金属中の冶金的撹拌の程度を直接決定する重要な設計上の決定です。低周波数はより深く浸透し、より活発に撹拌するため、大量の溶解に適していますが、高周波数は小型で精密な用途に適しています。
誘導加熱における周波数の重要な役割
誘導炉を理解するには、周波数と加熱性能の関係を理解する必要があります。炉の銅コイル内の交流電流は、強力で変動する磁場を生成します。この磁場は、渦電流として知られる強力な電流を金属チャージ内に直接誘起し、電気抵抗によって莫大な熱を発生させます。
「表皮効果」と浸透深さ
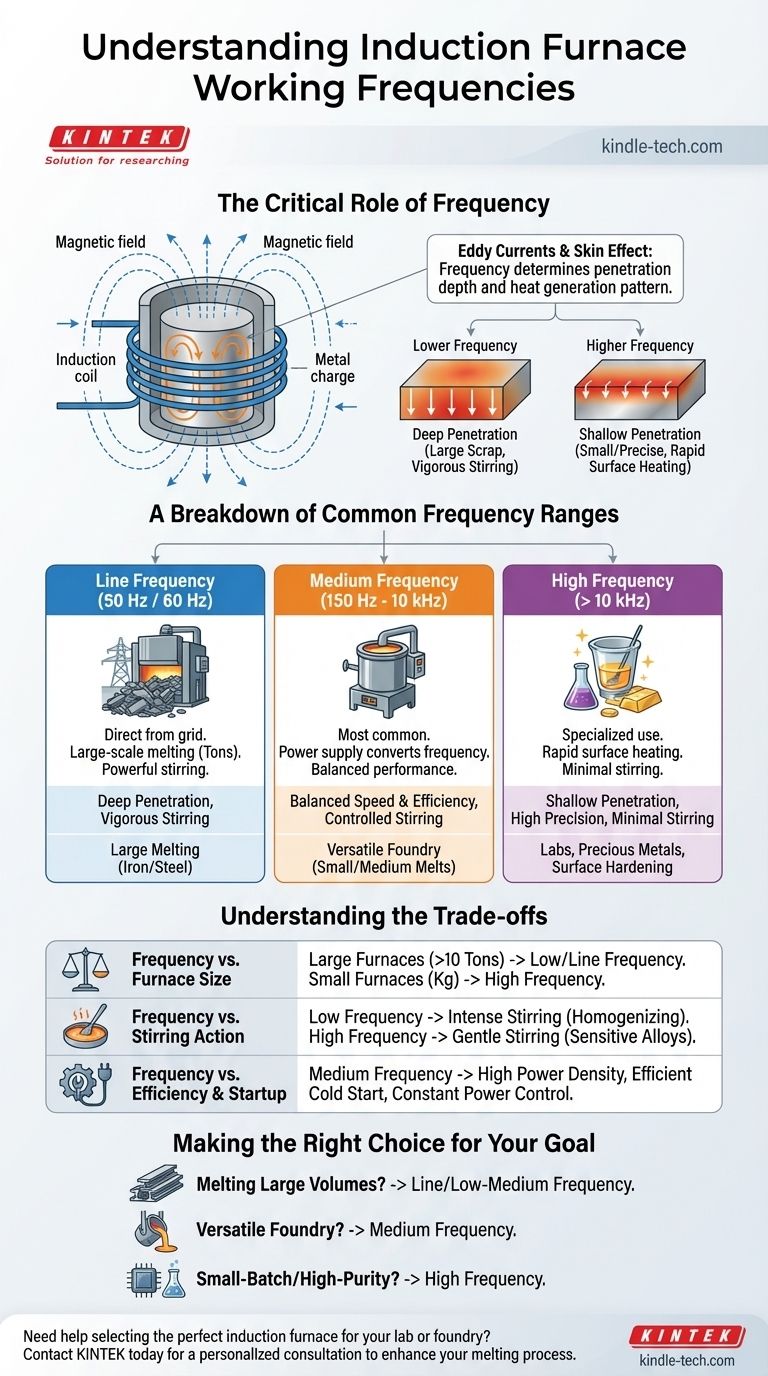
周波数は、これらの渦電流が金属にどれだけ深く浸透するかを制御します。これは表皮効果として知られる現象です。
低周波数は、より深い浸透深さをもたらします。これにより、磁場がより大きなスクラップ金属の塊を芯から外側へ「掴んで」加熱することができ、大容量炉に効果的です。
高周波数は、非常に浅い浸透深さをもたらします。加熱は材料の表面近くに集中するため、より小さな部品や粉末を非常に迅速に加熱することができます。

一般的な周波数範囲の内訳
誘導炉は、一般的に3つの主要な周波数帯に分類され、それぞれ異なるタスクに適しています。
商用周波数(50 Hz / 60 Hz)
これらは、グリッドの主電源周波数から直接動作する初期の誘導炉です。通常、非常に大きく、数トンの鉄を溶解したり、溶融金属を保持したりするために使用されます。深いエネルギー浸透は、大径のスクラップに理想的であり、強力な磁場は溶融浴中に非常に強く乱流の撹拌作用を生み出します。
中周波数(150 Hz~10 kHz)
これは、現代の鋳造工場で最も一般的で汎用性の高い範囲です。技術的な説明で述べられているように、これらのユニットは中周波電源を使用して、商用周波数をより最適な範囲に変換します。これにより、小型から中型の炉において、溶解速度、エネルギー効率、および制御された撹拌の優れたバランスが提供されます。
高周波数(10 kHz以上)
高周波炉は特殊な用途に使用されます。これには、新しい合金を開発するための実験室用炉、少量の貴金属の溶解、または金属部品の表面の「表皮」のみを加熱する必要がある表面硬化などの工業プロセスが含まれます。撹拌作用は最小限であり、ガス混入が懸念される用途に理想的です。
トレードオフの理解
周波数を選択するには、いくつかの相互に関連する要因のバランスを取る必要があります。単一の「最適」な周波数はなく、その作業に最適な周波数があるだけです。
周波数と炉のサイズ
ここには直接的な相関関係があります。非常に大きな炉(10トン以上)は、大量の金属を効果的に加熱するために、ほとんど常に低周波数または商用周波数を使用します。小型の卓上炉(数キログラム)は、小さなチャージと効率的に結合するために高周波数を必要とします。
周波数と撹拌作用
これは重要な冶金学的考慮事項です。低周波炉の強力な撹拌は、合金の均質化や、浮遊する可能性のある微細な金属チップの溶解に優れています。しかし、この同じ乱流は酸化を増加させ、耐火物を損傷する可能性があります。高周波炉のはるかに穏やかな撹拌は、デリケートな合金に適しています。
周波数と効率および起動
現代の中周波数システムは、大きな利点を提供します。これらは高い電力密度を持ち、溶解時間を短縮します。参考文献が指摘するように、自動周波数スキャンと定電力回路を備えた洗練された制御システムにより、冷たいチャージから効率的に起動し、溶解サイクル全体で高い効率を維持できます。これは、溶融した「ヒール」を必要とすることが多かった古い商用周波数ユニットとは異なります。
目標に合った適切な選択をする
アプリケーションの主要な目的によって、理想的な周波数範囲が決定されます。
- 大量の鉄鋼スクラップの溶解が主な焦点である場合:深い浸透と強力な撹拌のため、商用周波数または低端の中周波数炉が最も効果的な選択肢です。
- 汎用性の高い鋳造工場を運営することが主な焦点である場合:中周波数炉は、幅広い金属と溶解サイズに対応する溶解速度、効率、および操作の柔軟性の最良の組み合わせを提供します。
- 少量バッチ、高純度金属、または実験室での作業が主な焦点である場合:高周波炉は、これらの特殊なタスクに必要な迅速な加熱と精密な制御を提供します。
最終的に、動作周波数は、誘導炉がそのタスクをどのように実行するかを定義するコアパラメータです。
要約表:
| 周波数範囲 | 主な用途 | 主な特徴 |
|---|---|---|
| 商用周波数(50/60 Hz) | 鉄鋼の大規模溶解(トン単位) | 深い浸透、強力な撹拌、大型スクラップに最適 |
| 中周波数(150 Hz - 10 kHz) | 汎用鋳造作業(最も一般的) | 小型/中型溶解に対するバランスの取れた速度、効率、制御 |
| 高周波数(>10 kHz) | 実験室、貴金属、表面硬化 | 迅速な表面加熱、最小限の撹拌、高精度 |
研究室や鋳造工場に最適な誘導炉の選択でお困りですか?
稼働周波数は、最適な溶解性能を達成するための重要な要素の1つにすぎません。KINTEKでは、お客様の特定の材料、バッチサイズ、および冶金目標に合わせて調整された誘導炉を含む、実験装置と消耗品の提供を専門としています。
当社の専門家が、周波数、効率、および撹拌作用の間のトレードオフを検討し、お客様が必要とする結果をもたらすシステムを確実に手に入れられるようお手伝いします。
KINTEKに今すぐお問い合わせください。パーソナライズされたコンサルテーションを通じて、当社のソリューションがお客様の溶解プロセスをどのように強化し、生産性を向上させ、研究室や生産ニーズに最高の品質結果を保証できるかを発見してください。
ビジュアルガイド