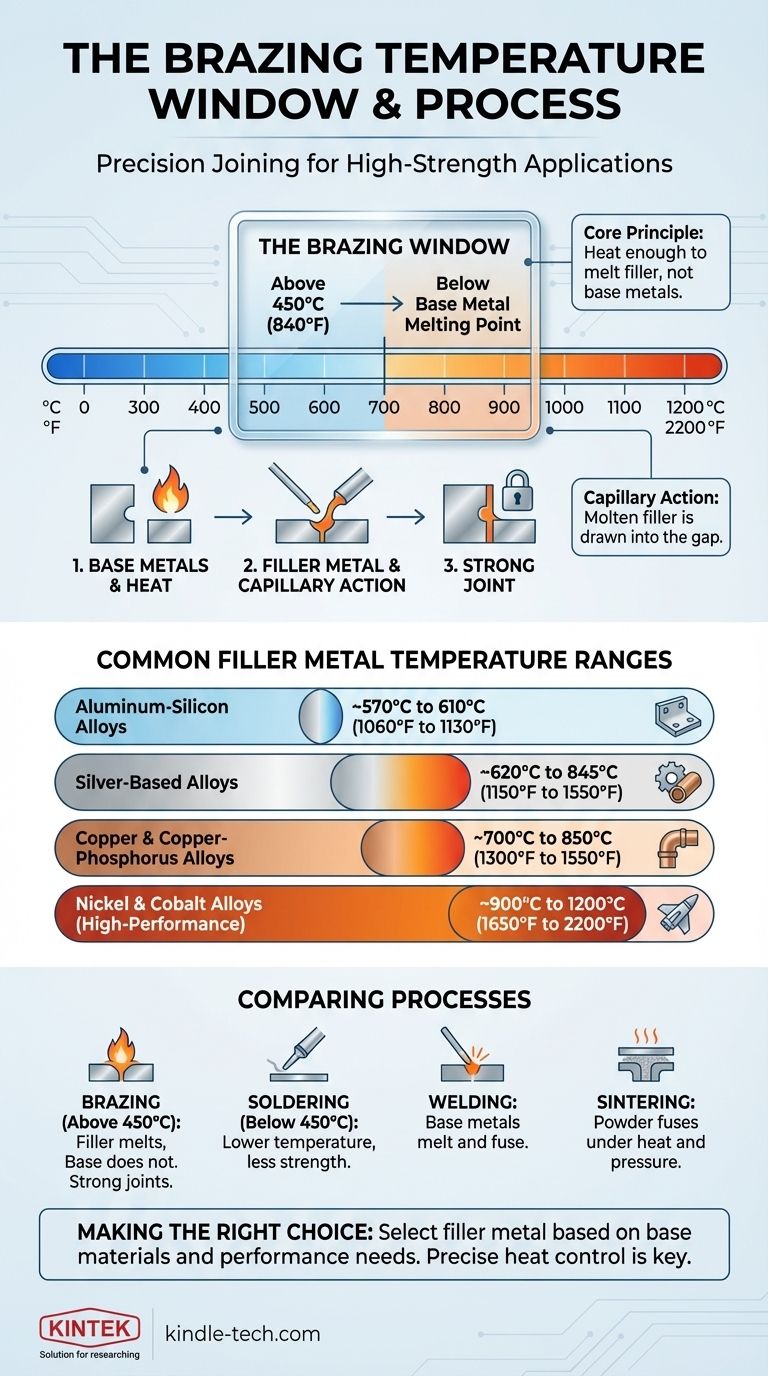
定義上、ろう付けは450°C(840°F)を超える温度で行われる金属接合プロセスです。ただし、使用される正確な温度は常に接合される母材の融点より低く、用途に必要な特定のろう材合金によって完全に決定されます。
ろう付けの核心的な原則は、単一の温度ではなく、特定の温度の範囲にあります。それは、ろう材を溶かすのに十分なほど熱く、しかし接合する部品を溶かすほど熱くはない、というものです。
ろう付け温度の決定的な原則
ろう付けは、部品自体を溶かすことなく、2つ以上の金属部品間に強力で恒久的な接合を作成します。このプロセスを可能にする最も重要な変数は温度です。
毛細管現象が鍵
ろう付けの目的は、特殊なろう材が接触したときに溶融する温度まで母材を加熱することです。
この溶融したろう材は、毛細管現象と呼ばれる現象によって部品間の密着した隙間に引き込まれ、冷却時に接合部を形成します。
450°C(840°F)以上:公式のしきい値
米国溶接協会(AWS)は、ろう付けを450°C(840°F)を超える温度で行われるあらゆるプロセスと正式に定義しています。
この特定の温度が、ろう付けをより低温で行われる対応物であるはんだ付けと区別するものです。
母材の融点(固相線)以下
決定的に重要なのは、ろう付け温度が母材の固相線(金属が溶け始める点)より低く保たれなければならないことです。
母材が溶融した場合、そのプロセスはもはやろう付けではなく、溶接になります。この区別を維持することが、ろう付けを成功させるための基本です。
ろう材による一般的なろう付け温度範囲
実際のろう付け温度は、使用するろう材の化学組成によって決まります。異なる母材と用途には、異なるろう材が必要です。
アルミニウム-シリコン合金
これらのろう材はアルミニウム部品のろう付けに使用されます。アルミニウム母材の溶融を避けるため、比較的融点が低いです。
これらの合金の典型的なろう付け温度範囲は、約570°C~610°C(1060°F~1130°F)です。
銀系合金
「銀はんだ」(誤称)または「硬いはんだ」と呼ばれることが多いこれらは、鋼、ステンレス鋼、銅、真鍮の接合に最も汎用性が高く、広く使用されているろう材の一部です。
そのろう付け温度は通常、約620°C~845°C(1150°F~1550°F)の範囲です。
銅および銅-リン合金
銅-リン合金は、リンがフラックス剤として機能するため、フラックスを必要とせずに銅と銅を接合するのに優れています。
これらの合金は、約700°C~850°C(1300°F~1550°F)の範囲で機能します。
ニッケルおよびコバルト合金
航空宇宙部品やガスタービンなどの高性能用途に使用されるこれらのろう材は、優れた強度と高温および腐食に対する耐性を提供します。
これらの高度な合金は、約900°Cから1200°C(1650°Fから2200°F)までの、はるかに高いろう付け温度を必要とします。
ろう付けと他のプロセスとの違いを理解する
異なる高温材料プロセス間で混乱が生じることがよくあります。その区別は常に温度と意図に帰着します。
ろう付け vs. はんだ付け
違いは単純です。はんだ付けは450°C(840°F)未満で行われるのに対し、ろう付けはそれ以上で行われます。これにより、ろう付け接合ははんだ付け接合よりも著しく高い強度と耐熱性を持つことになります。
ろう付け vs. 溶接
ろう付けでは、ろう材のみが溶融します。溶接では、母材の端部が溶融して融合され、しばしばろう材が追加されます。
ろう付け vs. 焼結
焼結は、粉末から熱と圧力を加えることで固体の材料塊を作成するプロセスです。粒子が融合して結合するのに十分なほど高温ですが、通常は完全な融点より低い温度です。
一部の高温ろう付け(例:ニッケル合金を使用)は焼結(約750~1300°C)と同様の温度範囲で機能する場合がありますが、その目的は根本的に異なります。ろう付けは異なる部品を接合するのに対し、焼結は粉末から単一の部品を形成します。
プロジェクトに最適な選択をする
正しいろう付け温度の選択は、母材と性能要件に合った適切なろう材を選択することに直接関係します。
- 銅や鋼などの標準的な材料の接合が主な焦点である場合: まず、620~850°Cの範囲で機能する銀または銅ベースのろう材合金を検討してください。
- アルミニウムの接合が主な焦点である場合: 母材の溶融を避けるため、通常570~610°C程度の低温アルミニウム-シリコンろう材を使用する必要があります。
- 高性能または高温用途が主な焦点である場合: 900°Cを超える温度と制御された炉内雰囲気が必要な特殊なニッケルまたはコバルトベースのろう材が必要になります。
最終的に、適切な温度とは、接合しようとする部品の完全性を損なうことなく、選択したろう材を適切に溶融させる温度のことです。
要約表:
| ろう材の種類 | 一般的な母材 | 典型的なろう付け温度範囲 |
|---|---|---|
| アルミニウム-シリコン合金 | アルミニウム | 570°C~610°C(1060°F~1130°F) |
| 銀系合金 | 鋼、ステンレス鋼、銅、真鍮 | 620°C~845°C(1150°F~1550°F) |
| 銅-リン合金 | 銅と銅 | 700°C~850°C(1300°F~1550°F) |
| ニッケル&コバルト合金 | 高性能(航空宇宙、タービン) | 900°C~1200°C(1650°F~2200°F) |
ろう付け用途に精密で信頼性の高い熱が必要ですか? KINTEKは、高性能ラボ用炉および熱処理装置を専門とし、アルミニウムから先進合金までの材料における完璧なろう付け接合に必要な正確な温度制御と均一な加熱を提供します。お客様の特定のろう材と用途要件に最適な炉の選択について、当社の専門家がお手伝いいたします。ろう付け炉のニーズについて、今すぐKINTALKにお問い合わせください!
ビジュアルガイド