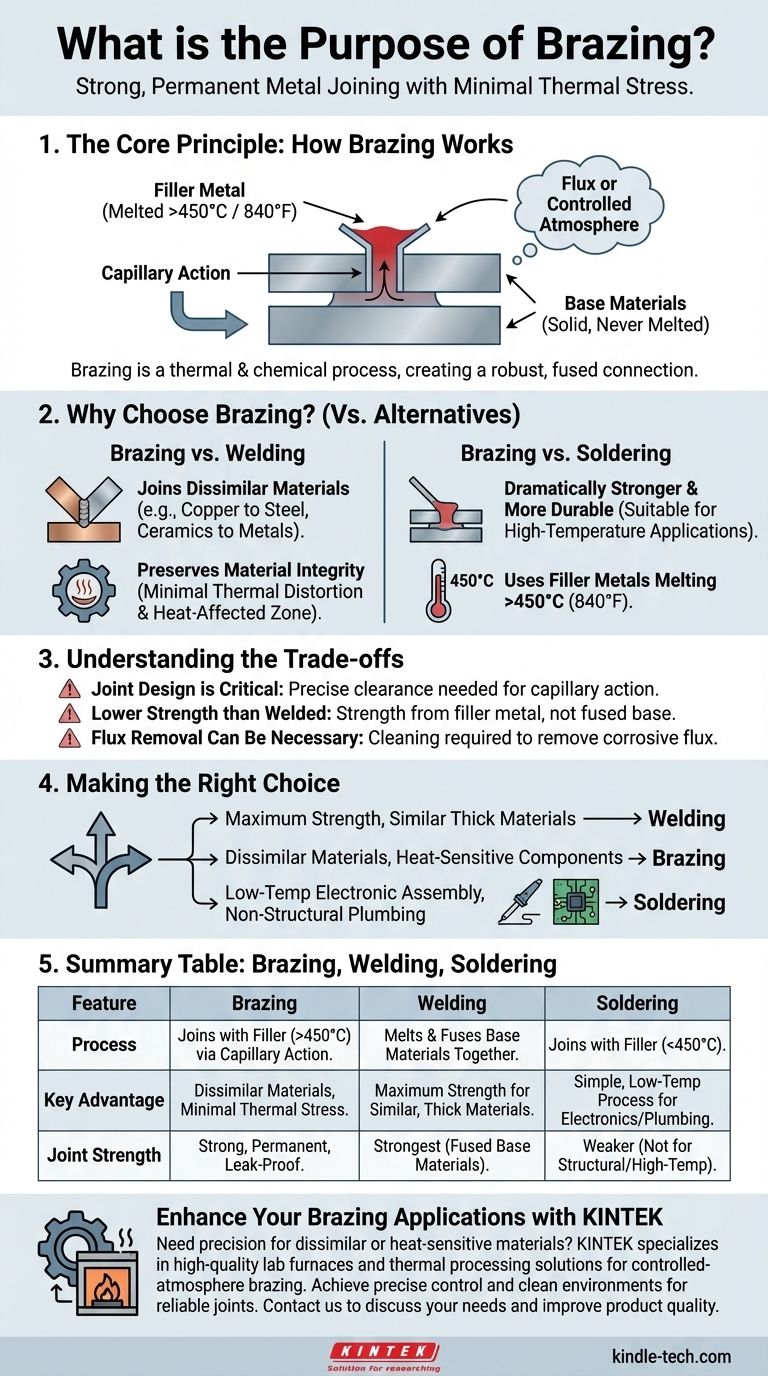
本質的に、ろう付けとは、2つ以上の金属部品を、溶融したろう材を接合部に流し込むことによって接合する金属接合プロセスです。ろう材は接合する金属よりも融点が低く、決定的に重要なのは、母材自体は決して溶融しないことです。このプロセスにより、部品間に強力で恒久的、かつ多くの場合漏れのない結合が形成されます。
溶接やはんだ付けと比較されることが多いですが、ろう付けの真の目的は、熱応力を最小限に抑えながら高強度の接合を作成することです。この独自の特性により、溶接できないデリケートな材料や異種材料の接合に理想的なソリューションとなります。
核心原理:ろう付けの仕組み
ろう付けは、シンプルでありながら強力な冶金原理に基づいています。それは単に金属を「接着する」以上のものです。堅牢で融合した接続を作成する熱的および化学的プロセスです。
ろう材の役割
このプロセスでは、融点が450°C(840°F)以上で、かつ接合される部品の融点よりも低いろう材(ろう付け合金とも呼ばれます)を使用します。加熱されると、このろう材は液体になりますが、母材は固体のままです。
毛細管現象の力
溶融したろう材は、毛細管現象と呼ばれる現象によって、母材間の狭い隙間に引き込まれます。これは、狭い管に水が吸い上げられるのと同じ力です。これが効果的に機能するためには、接合部が特定の小さなクリアランスで設計されている必要があります。
フラックスまたは雰囲気の重要性
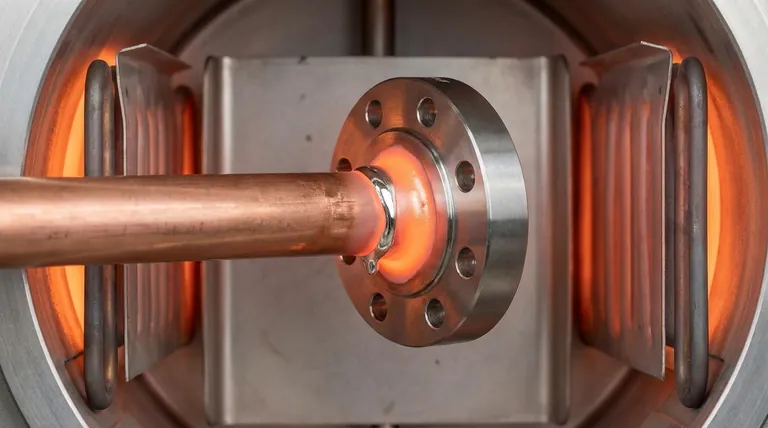
ろう材が適切に結合するためには、金属の表面が清潔で酸化物がない状態である必要があります。フラックスは、加熱前に接合部に塗布される化学化合物で、表面を洗浄し、新たな酸化物の形成を防ぎます。工業環境では、これは制御雰囲気炉内でろう付けすることによっても達成できます。
他の方法と比較してろう付けを選ぶ理由
ろう付けの目的を理解するには、その代替手段と比較する必要があります。ろう付けを選択することは、材料特性と用途要件に基づいた、ほとんど常に意図的な工学的選択です。
ろう付け vs. 溶接:異種材料の接合
溶接は母材を溶かして接合するため、互換性のある融点と冶金特性が必要です。ろう付けの最大の利点は、銅と鋼、あるいはセラミックスのような非金属と金属など、異種材料を接合できることです。
ろう付け vs. 溶接:材料の完全性の維持
溶接の高温は、大きな「熱影響部」を作り出し、母材の特性を歪ませ、変形させ、根本的に変化させる可能性があります。ろう付けははるかに少ない熱を使用するため、熱変形を最小限に抑え、母材の冶金特性を保護します。
ろう付け vs. はんだ付け:強度と温度の問題
はんだ付けも同様のプロセスですが、450°C(840°F)未満で溶融するろう材を使用します。実行は容易ですが、はんだ付けされた接合部ははるかに弱く、高温用途には使用できません。ろう付けされた接合部は劇的に強く、より耐久性があります。
トレードオフの理解
完璧なプロセスはありません。信頼できるアドバイザーであるためには、情報に基づいた決定を下せるように、ろう付けの限界を認識する必要があります。
接合設計が重要
ろう付けは、適切な接合設計に大きく依存します。毛細管現象を可能にするには、部品間のクリアランスが狭く、一貫している必要があります。隙間が広すぎたり狭すぎたりすると、接合が失敗します。
適切に溶接された接合部よりも強度が低い
同じ金属の場合、母材を融合させる適切に実行された溶接は、ろう付けされた接合部よりもほぼ常に強力です。ろう付けの強度はろう材に由来しますが、溶接の強度は再結晶した母材に由来します。
フラックス除去が必要な場合がある
化学フラックスを使用する場合、それは腐食性であることが多く、ろう付け後に接合部から完全に洗浄する必要があります。この追加のステップは、製造プロセスに時間と複雑さを加える可能性があります。
目標に合った正しい選択をする
正しい接合方法を選択することは、コスト、性能、信頼性に影響を与える重要な決定です。これらのガイドラインを使用して、選択を導いてください。
- 類似の厚い材料を最大限の強度で接合することが主な焦点である場合:溶接は一般的に優れており、より直接的なプロセスです。
- 異種材料(例:銅と鋼)または熱に弱い部品の接合が主な焦点である場合:ろう付けは、母材の完全性を保護しながら必要な強度を提供します。
- 低温の電子アセンブリまたは非構造的な配管が主な焦点である場合:はんだ付けは、十分で低コストかつシンプルなソリューションを提供します。
最終的に、これらの根本的な違いを理解することで、最終製品の完全性と性能を保証する接合プロセスを選択できるようになります。
要約表:
| 特徴 | ろう付け | 溶接 | はんだ付け |
|---|---|---|---|
| プロセス | ろう材(450°C/840°F以上で溶融)を毛細管現象で金属接合。 | 母材を溶融・融合させて接合。 | ろう材(450°C/840°F未満で溶融)で金属接合。 |
| 主な利点 | 異種材料に最適。熱応力/変形が最小限。 | 類似の厚い材料に最大の強度。 | 電子機器/配管向けのシンプルで低温のプロセス。 |
| 接合強度 | 強力で恒久的、多くの場合漏れがない。 | 融合した母材による最高の強度。 | 構造用または高温用途には不向きで弱い。 |
異種材料や熱に弱い材料を精密に接合する必要がありますか?
ろう付けは、接合部の完全性と性能を確保するために、適切な設備と専門知識を必要とする高度な熱処理プロセスです。KINTEKは、高品質のラボ用炉と熱処理ソリューションを専門としており、制御雰囲気ろう付けに最適なモデルも含まれています。
当社の装置は、強力で信頼性の高いろう付け接合に必要な正確な温度制御とクリーンな環境を実現するのに役立ちます。お客様の特定の材料と生産目標に最適な炉の選択について、当社の専門家がお手伝いいたします。
今すぐKINTEKにお問い合わせください。当社の熱処理ソリューションがお客様のろう付け用途をどのように強化し、製品品質を向上させることができるかについてご相談ください。
ビジュアルガイド