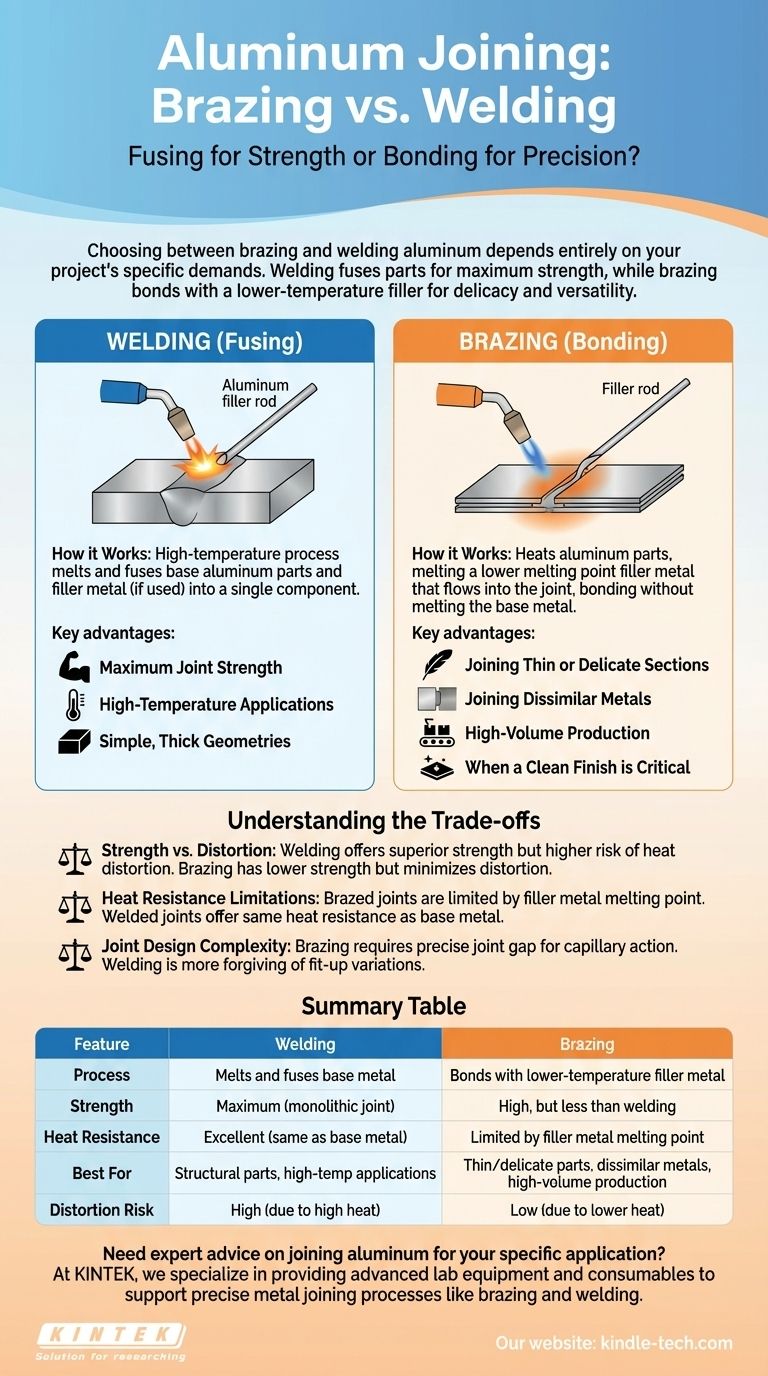
アルミニウムのろう付けと溶接のどちらを選択するかは、プロジェクトの具体的な要求に完全に依存します。溶接はアルミニウム部品を融合させ、最大の強度と耐熱性を提供する単一の連続した部品を作成します。対照的に、ろう付けはより低い温度を使用して、別の充填金属でアルミニウムを接合し、繊細な部品、異なる種類の金属の接合、および大量生産に利点をもたらします。
根本的な選択は、どちらのプロセスが全体的に「優れている」かではなく、どちらがあなたの特定の優先事項と一致するかです。溶接は母材を溶融させることで究極の強度を優先しますが、ろう付けはより低温の接合プロセスを使用することで精度と汎用性を優先します。
根本的な違い:融合と接合
溶接の仕組み
溶接は、接合部でアルミニウム母材部品を溶融させる高温プロセスです。通常、充填金属(これもアルミニウム)が追加され、すべての材料が溶融、混合、そして一緒に凝固します。これにより、単一のモノリシックな部品が作成されます。
その結果、元の部品と冶金学的に一体となった接合部が形成され、並外れた強度を提供します。
ろう付けの仕組み
ろう付けは、充填金属を溶融させるのに十分な温度までアルミニウム部品を加熱しますが、アルミニウム自体を溶融させるほど高温にはしません。融点が低いこの充填金属は、毛細管現象によって密着した接合部に引き込まれます。
冷却すると、充填金属が凝固し、アルミニウム部品を溶融させることなく、それらの間に強力な冶金学的結合を形成します。
アルミニウムに溶接を選択する場合
最大の接合強度を得るために
溶接は母材を溶融・融合させるため、得られる接合部は非常に強力です。構造部品や高応力下の部品には、溶接がほぼ常に優れた方法です。
高温用途向け
溶接された接合部は、本質的に連続したアルミニウムの一部です。これにより、優れた耐熱性が得られ、高温環境で動作する部品には唯一の適切な選択肢となります。
シンプルで厚い形状向け
溶接は、厚いアルミニウムの接合に非常に効果的です。この場合、高い入熱は、薄い材料に比べて反りや焼け付きを引き起こす可能性が低くなります。
アルミニウムにろう付けを選択する場合
薄いまたは繊細な部分の接合
アルミニウムは優れた熱伝導体であるため、溶接による熱は急速に広がり、薄い材料では反りや溶け落ちにつながることがよくあります。ろう付けの低温は、この変形のリスクを大幅に低減するため、繊細な部品に最適です。
異種金属の接合
ろう付けは、アルミニウムを銅や鋼などの他の金属に接合するのに優れています。これは従来の溶接では非常に困難または不可能ですが、ろう付けの接合プロセスは信頼性の高いソリューションとなります。
大量生産向け
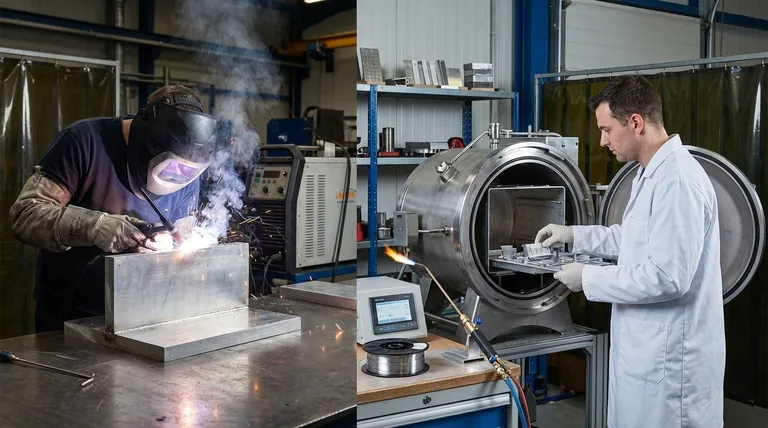
ろう付けは、自動化と大量生産プロジェクトに適しています。真空ろう付けなどのプロセスは、非常にクリーンで一貫性のある接合部を生成し、部品間の再現性に優れ、後処理の必要性が最小限に抑えられます。
クリーンな仕上がりが重要である場合
ろう付け、特に真空のような制御された雰囲気で行われる場合、酸化のない非常にクリーンな外観の部品を生成します。これにより、二次的な洗浄作業の必要性を減らすか、なくすことができます。
トレードオフの理解
強度 vs. 変形
これが中心的なトレードオフです。溶接は優れた強度を提供しますが、特にアルミニウムでは熱による変形(反り)のリスクが高くなります。ろう付けは、部品の寸法精度を保護するリスクの低いプロセスと引き換えに、究極の強度と耐熱性をいくらか犠牲にします。
耐熱性の限界
ろう付けされた接合部の使用温度は、使用される充填金属の融点によって制限されます。部品がこの融点に近い温度にさらされると、接合部が破損します。溶接された接合部にはこの制限がありません。
接合設計の複雑さ
ろう付けは毛細管現象に依存するため、接合される部品間に非常に特定の、一貫したギャップが必要です。溶接は、一般的にフィットアップや接合部の準備のばらつきに対してより寛容です。
目標に合った適切な選択をする
プロジェクトの核心的な目的を理解することで、自信を持って適切なプロセスを選択できます。
- 構造的完全性、耐荷重能力、または高温性能が主な焦点である場合:溶接は、母材アルミニウムに匹敵する強度を持つモノリシックな接合部を作成するため、優れた選択肢です。
- 薄い材料の接合、アルミニウムと異なる金属の接続、または部品の変形を最小限に抑えることが主な焦点である場合:ろう付けは、低い入熱と独自の接合能力により、より良い選択肢です。
- クリーンで一貫性のある接合部を必要とする大量生産が主な焦点である場合:ろう付け、特に自動または真空ろう付けは、効率と最終的な外観において大きな利点を提供します。
プロセスの能力をプロジェクトの要求と一致させることで、その完全性と成功を保証する接合方法を自信を持って選択できます。
概要表:
| 特徴 | 溶接 | ろう付け |
|---|---|---|
| プロセス | 母材を溶融・融合 | 低温の充填金属で接合 |
| 強度 | 最大(モノリシックな接合部) | 高いが、溶接よりは劣る |
| 耐熱性 | 優れている(母材と同じ) | 充填金属の融点に制限される |
| 最適用途 | 構造部品、高温用途 | 薄い/繊細な部品、異種金属、大量生産 |
| 変形リスク | 高い(高熱のため) | 低い(低温のため) |
特定の用途向けにアルミニウムを接合するための専門的なアドバイスが必要ですか?
KINTEKでは、ろう付けや溶接のような精密な金属接合プロセスをサポートするための高度なラボ機器と消耗品の提供を専門としています。繊細な部品を扱っている場合でも、大量生産を行っている場合でも、当社のソリューションは完全性と成功を保証するのに役立ちます。
今すぐお問い合わせください。お客様のラボの機器ニーズをどのように満たせるかご相談しましょう!
ビジュアルガイド