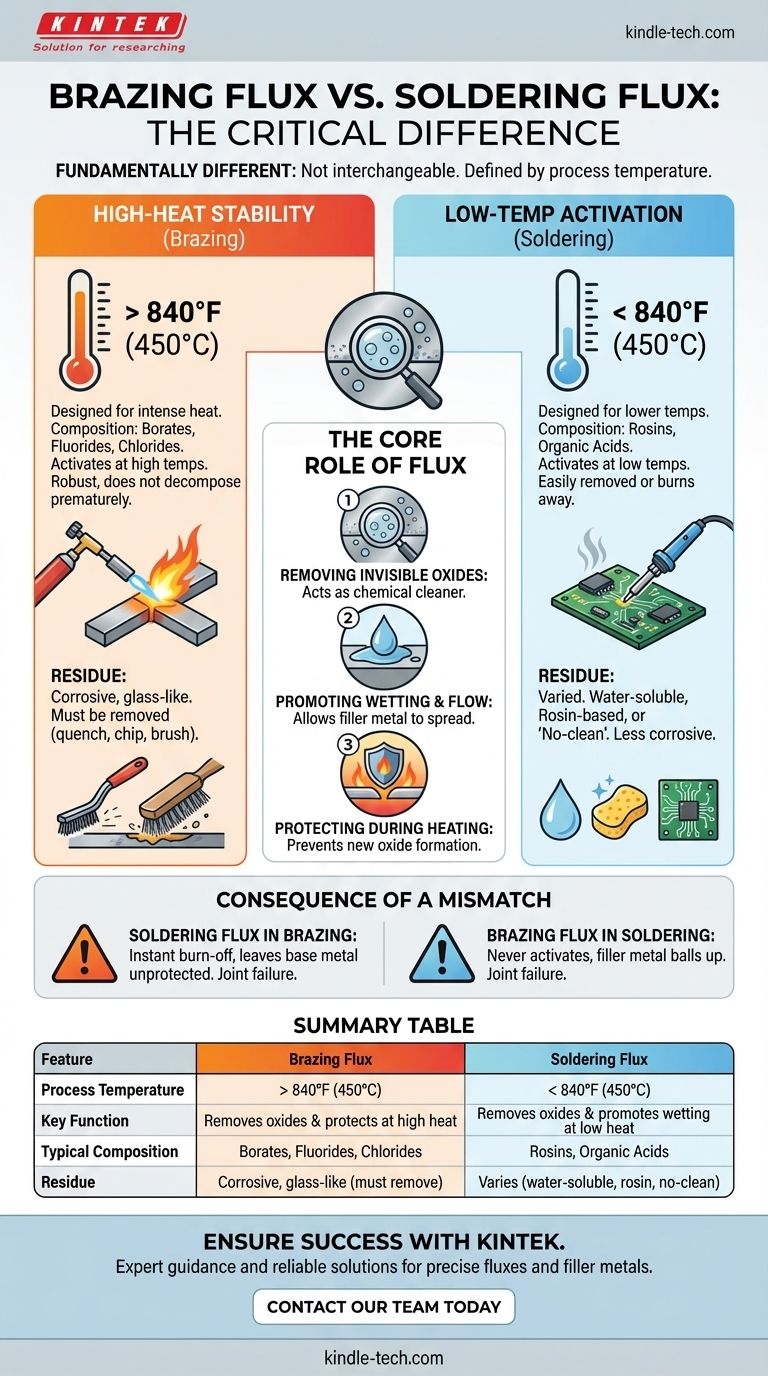
はい、ろう付け用フラックスと半田付け用フラックスは根本的に異なり、互換性はありません。主な違いは化学組成であり、それぞれのプロセスの異なる温度範囲に合わせて設計されています。ろう付け用フラックスは840°F(450°C)を超える温度で安定して活性を保つように設計されていますが、半田付け用フラックスは半田付けに典型的なはるかに低い温度で機能するように設計されています。
理解すべき核となる原則は、フラックスが溶加材の作業温度で活性でなければならないということです。間違ったフラックスを使用すると、活性化しないか、接合部が形成される前に燃え尽きてしまい、すぐに接合不良につながります。
フラックスの核心的な役割:目に見えないパートナー
フラックスがなぜ異なるのかを理解するには、まずフラックスが何をするのかを理解する必要があります。それはオプションの添加物ではなく、成功する接合のための化学的な前提条件です。
目に見えない酸化物の除去
すべての金属は、きれいに見えても、薄くて目に見えない酸化物の層で覆われています。この酸化物層は、溶融した溶加材が母材と結合するのを妨げます。フラックスは、部品が加熱されるにつれてこの酸化物層を除去する化学洗浄剤として機能します。
濡れ性と流れの促進
酸化物が除去されると、フラックスはきれいで保護された表面を作り出します。これにより、溶融した溶加材が母材を「濡らす」ことができ、表面に均一に広がり、毛細管現象によって接合部に引き込まれる能力が得られます。
加熱中の接合部の保護
金属部品を加熱すると、酸化の速度が劇的に増加します。フラックスは接合部の上に保護膜を作り、作業中に新しい酸化物が形成されるのを防ぎます。
温度がフラックスの組成を決定する理由
半田付けとろう付けのプロセス温度の大きな違いは、フラックスの化学的性質を決定する最も重要な単一の要因です。
ろう付け用フラックスの課題:高温安定性
ろう付けは高温、通常1100°Fから2200°F(600°Cから1200°C)で行われます。ろう付け用フラックスは、この激しい熱に分解したり時期尚早に燃え尽きたりすることなく耐えられるほど頑丈でなければなりません。
これらのフラックスは通常、ホウ酸塩、フッ化物、塩化物のような複雑な化学化合物から作られています。これらは室温では不活性であり、高温で初めて強力な化学洗浄剤として活性化します。
半田付け用フラックスの課題:低温活性化
半田付けははるかに低い温度、通常840°F(450°C)未満で行われます。ろう付け用フラックスは、乾燥した不活性な粉末のままで活性化しないため、ここでは役に立ちません。
半田付け用フラックスは、これらの低温で活性化するロジンまたは有機酸で配合されています。これらは表面を効果的に洗浄し、その後燃え尽きるか、簡単に除去できるように設計されています。
不一致の結果
ろう付け作業に半田付け用フラックスを使用すると、ろう付け溶加材が溶けるずっと前に瞬時に燃え尽きて蒸発し、母材が無防備になり、接合不良が確実になります。
半田付け作業にろう付け用フラックスを使用すると、フラックスを活性化させるのに十分なほど温度が上がることがありません。溶加材はボール状になり、汚れた表面に半田付けしようとしているかのように流れなくなります。
トレードオフと残留物の理解
化学的な違いは、作業後に残るものにも影響を与えます。
ろう付け用フラックスの残留物:腐食性でガラス状
強力な化学塩を含んでいるため、ろう付け用フラックスの残留物は非常に腐食性があります。接合部が冷えた後、完全に除去する必要があります。この残留物は硬くガラス状であることが多く、除去するには急冷、チッピング、またはワイヤーブラシが必要です。
半田付け用フラックスの残留物:さまざまな選択肢
半田付け用フラックスにはより多様性があります。水溶性フラックスは強力ですが、水で簡単に洗浄できます。ロジンベースのフラックスははるかに穏やかで腐食性が低いです。現代の電子機器では、残留物が非腐食性で基板に残しておける「無洗浄」フラックスがよく使用されます。
プロセスに合った適切な選択
成功し、耐久性のある接合を確実にするためには、選択は慎重に行い、プロセスの温度に合わせる必要があります。
- 銀または青銅合金による高強度接合が主な目的の場合(ろう付け): 840°F(450°C)を超える温度に耐え、活性化するように化学的に設計されたろう付け用フラックスを使用する必要があります。
- 低融点のスズベース合金による接合が主な目的の場合(半田付け): 840°F(450°C)未満の温度で活性化するように配合された半田付け用フラックスを使用する必要があります。
- 後処理の洗浄と安全性が主な目的の場合: 腐食性のろう付け用フラックスの残留物は常に除去し、半田付けの場合は、作業を達成できる最も穏やかなフラックス(ロジンまたは無洗浄など)を選択してください。
信頼性の高い接合を保証するために、フラックスと溶加材は常に単一の不可分なシステムとして扱ってください。

要約表:
| 特徴 | ろう付け用フラックス | 半田付け用フラックス |
|---|---|---|
| プロセス温度 | 840°F (450°C)以上 | 840°F (450°C)未満 |
| 主な機能 | 高温で酸化物を除去し、保護する | 低温で酸化物を除去し、濡れ性を促進する |
| 代表的な組成 | ホウ酸塩、フッ化物、塩化物 | ロジン、有機酸 |
| 残留物 | 腐食性、ガラス状(除去必須) | 様々(水溶性、ロジン、無洗浄など) |
KINTEKの適切な材料で、ろう付けおよび半田付けプロジェクトの成功を確実にしましょう。
強力で信頼性の高い接合を作成するには、正しいフラックスの選択が不可欠です。KINTEKは、お客様の実験室や作業場が必要とする正確なフラックスと溶加材を含む、高品質の実験装置と消耗品の提供を専門としています。当社の専門家が、お客様の特定の用途と温度要件に最適な製品を選択するお手伝いをいたします。
接合不良のリスクを冒さないでください。今すぐ当社のチームにご連絡ください。専門的なガイダンスと信頼性の高いソリューションを提供いたします!
ビジュアルガイド