公式に普遍的に合意された数はありませんが、焼入れ方法は、そのプロセスと使用される媒体によって最もよく理解されます。重要なのは、リストを覚えることではなく、各技術が冷却速度をどのように操作して、主に鋼材の特定の冶金学的特性を達成するかを理解することです。一般的な方法には、直接焼入れ、中断焼入れ、選択焼入れ、スプレー焼入れがあり、それぞれが異なる工学的目的を果たします。
焼入れの核心原理は、急速冷却だけでなく、制御された冷却です。方法の選択は、最大の硬度を達成することと、内部応力、歪み、亀裂のリスクを最小限に抑えることとの間の意図的なトレードオフです。
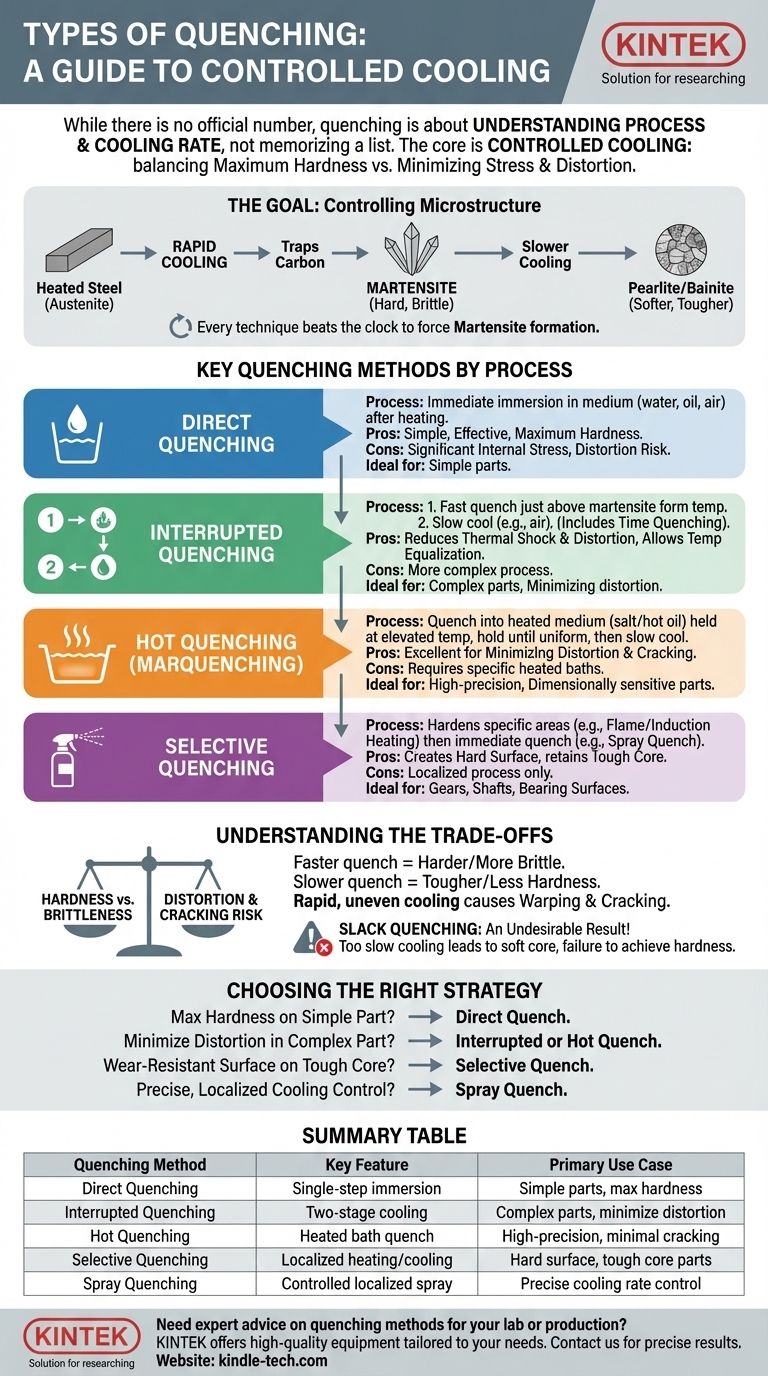
焼入れの目的:ミクロ組織の制御
種類を分類する前に、「なぜ」を理解することが重要です。鋼がオーステナイト化温度まで加熱されると、その結晶構造が変化します。焼入れの目的は、柔らかい加熱前の構造に戻ることができないほど急速に冷却することです。
マルテンサイト変態の強制
急速冷却は、炭素原子を鉄の結晶格子内に閉じ込めます。これは、硬く、脆く、針状の構造で、マルテンサイトと呼ばれます。これが焼入れ鋼に特徴的な硬度と強度を与えます。
冷却が遅いと、鋼はパーライトやベイナイトのようなより柔らかい構造を形成してしまいます。したがって、すべての焼入れ技術は、「時間との戦い」でマルテンサイトの形成を強制する戦略です。

プロセスによる主要な焼入れ方法
さまざまな種類の焼入れは、冷却曲線を制御するために使用されるプロセスによってグループ化するのが最適です。
直接焼入れ
これは最も簡単な方法です。部品は、加熱または熱間加工(例:鍛造)後、直ちに焼入れ媒体(水、油、空気など)で冷却されます。これは単純で効果的ですが、かなりの内部応力を引き起こす可能性があります。
中断焼入れ
これは、熱衝撃と歪みを軽減するために設計された2段階プロセスです。部品はまず、マルテンサイトが形成され始める直前の温度まで、高速媒体で焼入れされます。その後、取り出され、空気などの第2の媒体でゆっくりと冷却されます。
この一時停止により、部品の表面と中心部の温度が均一になり、最終的な脆いマルテンサイト変態が起こる前に応力が大幅に軽減されます。時間焼入れは、部品が最初の焼入れ剤に正確に制御された時間保持される中断焼入れの一種です。
熱間焼入れ
マルクエンチングまたはマルテンパリングとも呼ばれ、部品を高温に保たれた媒体、通常は溶融塩または熱油浴に焼入れします。部品は、全体が均一になるまでこの温度に保持され、その後、空気中でゆっくりと冷却されます。
中断焼入れと同様に、この方法は、複雑な部品や寸法に敏感な部品の歪みや亀裂を最小限に抑えるのに優れています。
選択焼入れ
この方法は、部品の特定の領域のみを硬化させます。火炎焼入れや高周波焼入れなどの技術は、部品の表面の一部のみを加熱し、その後、多くの場合スプレー焼入れによって直ちに焼入れされます。
これにより、部品のコアは強靭で延性のある状態に保たれながら、硬く耐摩耗性のある表面が作成されます。これは、ギア、シャフト、ベアリング表面によく使用されます。
トレードオフの理解
焼入れ方法を選択することは、「最良の」方法を見つけることではなく、材料と望ましい結果にとって最も適切な方法を見つけることです。
硬度と脆性のジレンマ
より速い焼入れは、より硬く、よりマルテンサイト的な構造を生成します。しかし、これは脆性も増加させます。積極的な水またはブライン焼入れは、極端な硬度を生み出しますが、同時に極端な内部応力も生み出し、部品を亀裂が発生しやすくします。遅い油焼入れは、わずかに硬度が低下する可能性がありますが、靭性が大幅に向上します。
歪みと亀裂のリスク
急速で不均一な冷却は、反りや亀裂の主な原因です。部品の表面は、中心部よりもはるかに速く冷却および収縮し、巨大な内部張力を生み出します。中断焼入れや熱間焼入れなどの方法は、最終的な変態が起こる前に温度を均一にすることで、この問題に対処するために特別に設計されています。
スラック焼入れとは?
「スラック焼入れ」は、選択するプロセスではなく、望ましくない結果です。冷却速度が遅すぎて、部品のコアを完全にマルテンサイトに変態させることができない場合に発生します。これにより、「スラック」または柔らかいコアが生じ、部品の断面全体で目的の硬度が達成されません。
適切な焼入れ戦略の選択
選択は、部品の材料、その形状、および意図された用途に完全に依存します。
- 単純な部品で最大の硬度を最優先する場合:水やブラインのような高速媒体での直接焼入れで十分な場合が多いです。
- 複雑な部品で歪みを最小限に抑えることを最優先する場合:中断焼入れまたは熱間焼入れは、熱応力を管理するための優れた選択肢です。
- 強靭なコアの上に耐摩耗性のある表面を作成することを最優先する場合:選択焼入れがその目的に適した方法です。
- 正確で局所的な冷却制御が必要な場合:スプレーまたはフォグ焼入れは、単純な浸漬よりも冷却速度をより細かく制御できます。
最終的に、効果的な焼入れは、望ましい冶金学的特性を達成することと、部品の物理的完全性を維持することとの間のバランスの取れた行為です。
概要表:
| 焼入れ方法 | 主な特徴 | 主な用途 |
|---|---|---|
| 直接焼入れ | 媒体(水、油)への単一ステップ浸漬 | 最大の硬度を必要とする単純な部品 |
| 中断焼入れ | 応力軽減のための2段階冷却 | 歪みを最小限に抑えることが重要な複雑な部品 |
| 熱間焼入れ(マルクエンチング) | 加熱された浴(塩、油)への焼入れ | 亀裂のリスクを最小限に抑える必要がある高精度部品 |
| 選択焼入れ | 局所的な加熱と冷却(例:火炎焼入れ) | 硬い表面と強靭なコアを必要とする部品(ギア、シャフト) |
| スプレー焼入れ | スプレーノズルによる制御された局所冷却 | 正確な冷却速度制御を必要とする用途 |
研究室または生産ニーズに最適な焼入れ方法の選択について専門家のアドバイスが必要ですか? KINTEKでは、材料加工の課題に合わせた高品質の実験装置と消耗品を提供しています。熱処理研究、品質管理、生産硬化のいずれに取り組んでいる場合でも、当社のチームは正確な結果を達成するための適切なツールを選択するお手伝いをいたします。今すぐお問い合わせください。当社のソリューションがお客様のプロセスをどのように強化し、鋼部品の一貫した高品質な結果を保証できるかについてご相談ください。
ビジュアルガイド