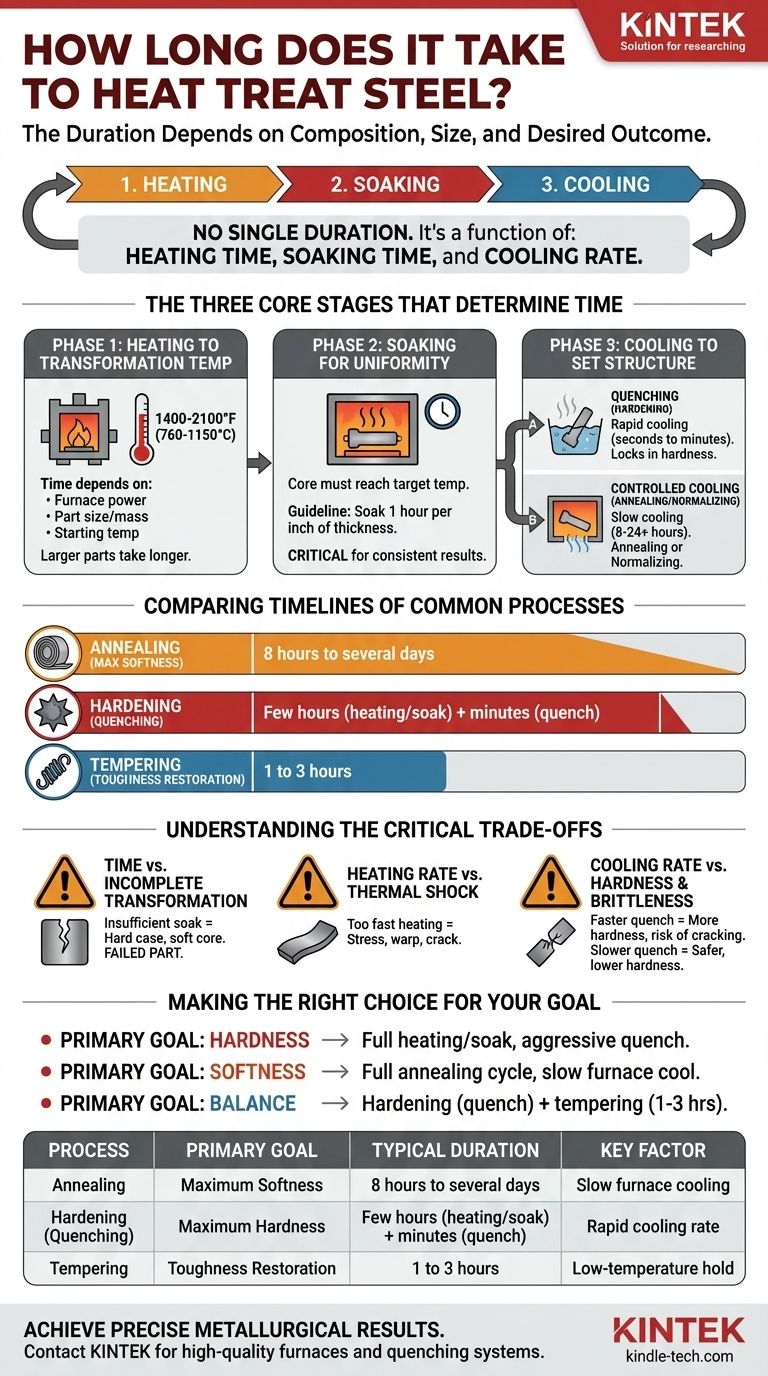
鋼の熱処理に単一の期間を述べることは不可能です。なぜなら、時間は鋼の組成、部品のサイズ、および望ましい結果によって完全に決定されるからです。総処理時間は、小さく単純な部品の場合は数時間から、完全な焼きなましサイクルを受ける大きく複雑な部品の場合は数日まで及ぶことがあります。主要な変数は、必要な特定の温度、鋼の内部構造が変態するのに必要な時間、および冷却速度です。
熱処理に必要な時間は固定された数値ではなく、3つの重要な段階の関数です。目標温度まで加熱する時間、完全な構造変態のためにその温度で保持する時間、そして新しい特性を固定するための冷却の時間と速度です。
時間を決定する3つの主要な段階
すべての熱処理プロセスは、その名称に関わらず、3つの異なる段階で構成されています。各段階の期間は、時計だけでなく、物理学と冶金学によって決定されます。
段階1:変態温度への加熱
最初のステップは、鋼の結晶構造が変化できる特定の温度まで鋼を加熱することです。これはしばしばオーステナイト化温度であり、通常1400-2100°F(760-1150°C)です。
これにかかる時間は、炉の出力、部品のサイズと質量、およびその開始温度によって異なります。大きく厚い部品は、小さく薄い部品よりもはるかに長い時間をかけて加熱されます。
段階2:均一性のための保持
鋼の表面が目標温度に達した後も、中心部はまだ冷たいままです。保持段階では、部品が全体に均一に加熱されるまでその温度で保持されます。
これは一貫した結果を確保するために最も重要な段階です。不完全な保持は、部品の外側の「殻」だけが変態し、軟らかい部分が生じ、信頼性の低い性能につながります。一般的な業界のガイドラインは、部品の最も厚い断面の厚さ1インチあたり1時間の保持ですが、これは出発点に過ぎません。
段階3:構造を固定するための冷却
ここで望ましい特性が固定されます。冷却速度は、期間そのものよりも重要であることが多いですが、両者は関連しています。冷却方法は最終的な微細構造を決定し、したがって鋼の硬度と靭性を決定します。
- 焼入れ(硬化):水、油、強制空冷などの媒体で非常に急速に冷却します。このプロセスはわずか数秒から数分で完了します。
- 制御冷却(焼きなまし/焼きならし):はるかにゆっくりとした冷却を伴います。これは、炉の電源を切って8〜24時間以上かけて冷却させる(焼きなまし)か、単に部品を静止空気中で冷却させる(焼きならし)ことを意味します。
一般的なプロセスのタイムライン比較
3つの段階の組み合わせにより、異なる処理では総時間が大きく異なります。
焼きなまし(最大の軟らかさ)
焼きなましの目的は、鋼を可能な限り軟らかく、延性のあるものにすることです。これには最も遅いプロセスが必要です。十分な保持の後、炉は非常にゆっくりと数時間または数日かけて冷却され、可能な限り軟らかい構造が形成されるようにします。
- 一般的な期間:8時間から数日。
焼き入れ(硬化)
焼き入れは、鋼を可能な限り硬い状態に閉じ込めることで最大の硬度を生み出すことを目指します。これには、加熱、保持、そして即座の積極的な焼入れが含まれます。
- 一般的な期間:加熱と保持には数時間かかるかもしれませんが、重要な冷却段階は数分で終わります。
焼き戻し(靭性の回復)
硬化した鋼は非常に脆いです。焼き戻しは、焼入れの後に行われる二次プロセスで、靭性の一部を回復させます。部品ははるかに低い温度(例:400-1100°Fまたは205-595°C)に再加熱され、一定時間保持されます。
- 一般的な期間:ほとんどの工具や部品では、焼き戻し温度で1〜3時間が一般的です。
重要なトレードオフを理解する
熱処理プロセスを急ぐことは、部品の故障の主な原因です。妥協点を理解することが不可欠です。
時間 vs. 不完全な変態
最も一般的な間違いは、保持時間が不十分であることです。部品の中心が完全に変態しないと、焼入れ中に適切に硬化しません。これにより、硬い外殻と軟らかく弱い中心が残り、部品が意図した目的に適さなくなります。
加熱速度 vs. 熱衝撃
厚い部分と薄い部分がある複雑な部品を急激に加熱すると、内部に大きな応力が発生します。薄い部分が厚い部分よりも速く膨張するため、部品が保持温度に達する前に反ったり、ひび割れたりする可能性があります。
冷却速度 vs. 硬度と脆性
これは鋼の硬化における基本的なトレードオフです。速い焼入れはより高い硬度をもたらしますが、内部応力とひび割れのリスクも増加させます。遅い焼入れはより安全で脆性を低減しますが、全体の硬度は低くなります。正しい焼入れ速度は、使用する鋼合金に固有のものです。
目標に合った適切な選択をする
あなたの望む結果が、必要なプロセスとその期間を決定する究極の要因です。
- 可能な限り硬い部品を作成することが主な焦点である場合:完全な加熱と保持サイクルに続いて、特定の鋼がひび割れずに耐えられる最も積極的な焼入れが必要です。
- 最大の軟らかさと加工性を重視する場合:完全な焼きなましサイクルを行う必要があります。これには、炉内で非常に長くゆっくりとした冷却期間が必要です。
- 硬度と靭性のバランスが主な焦点である場合:硬化(焼入れ)に続いて、脆性を緩和するために1〜3時間の正確な焼き戻しサイクルが含まれます。
最終的に、熱処理の正しい期間は、あなたの用途が要求する正確な冶金学的構造を達成するために必要な時間です。
要約表:
| プロセス | 主な目的 | 一般的な期間 | 主要な要因 |
|---|---|---|---|
| 焼きなまし | 最大の軟らかさ | 8時間から数日 | ゆっくりとした炉内冷却 |
| 焼き入れ(硬化) | 最大の硬度 | 数時間(加熱/保持)+数分(焼入れ) | 急速な冷却速度 |
| 焼き戻し | 靭性の回復 | 1〜3時間 | 低温保持 |
鋼部品の正確な冶金学的結果を達成しましょう。適切な熱処理プロセスは性能にとって重要であり、信頼性の高い装置が最初のステップです。KINTEKは、正確な温度制御と均一な加熱のために設計された高品質の炉と焼入れシステムで、研究室のニーズに応えるラボ機器と消耗品を専門としています。当社のソリューションがお客様の熱処理結果をどのように向上させ、特定の用途で一貫した高品質の結果を保証できるかについて、今すぐお問い合わせください。
当社の専門家にお問い合わせください。お客様のラボに最適な熱処理装置を見つけます。
ビジュアルガイド
関連製品
- 2200℃ タングステン真空熱処理・焼結炉
- セラミックファイバーライニング付き真空熱処理炉
- 真空熱処理・モリブデン線焼結炉(真空焼結用)
- 熱処理・焼結用600T真空誘導熱プレス炉
- 1400℃ 窒素・不活性ガス雰囲気制御炉







