はい、いくつかの明確な種類のアニーリング(焼鈍)が存在します。すべてが加熱と制御された冷却という基本的な原理に従いますが、それぞれが特定の成果を達成するために設計された精密なバリエーションです。これらのプロセスは、金属を軟化させ、加工性を向上させ、成形、曲げ、溶接などの製造プロセス中に導入された内部応力を除去するために使用されます。
アニーリングの種類間の主な違いはプロセスそのものではなく、目標温度と冷却速度にあります。これらの変数は、望ましい機械的特性を生み出すために金属の内部結晶構造を操作するように注意深く制御されます。
基礎:アニーリングが実際に行うこと
アニーリングは、材料の微細構造を変化させる熱処理プロセスです。この変化が機械的特性を修正し、その後の製造工程や最終用途により有用にします。
アニーリングの目的
主な目標は、延性(破断せずに線材に引き伸ばされたり変形したりする能力)を増加させ、硬さを低下させることです。これは、金属が冷間加工後に脆く硬くなる状態である加工硬化の影響を逆転させるためによく行われます。
もう一つの重要な用途は、溶接や鋳造などのプロセス中に蓄積する可能性のある内部応力を除去し、早期の破壊や変形を防ぐことです。
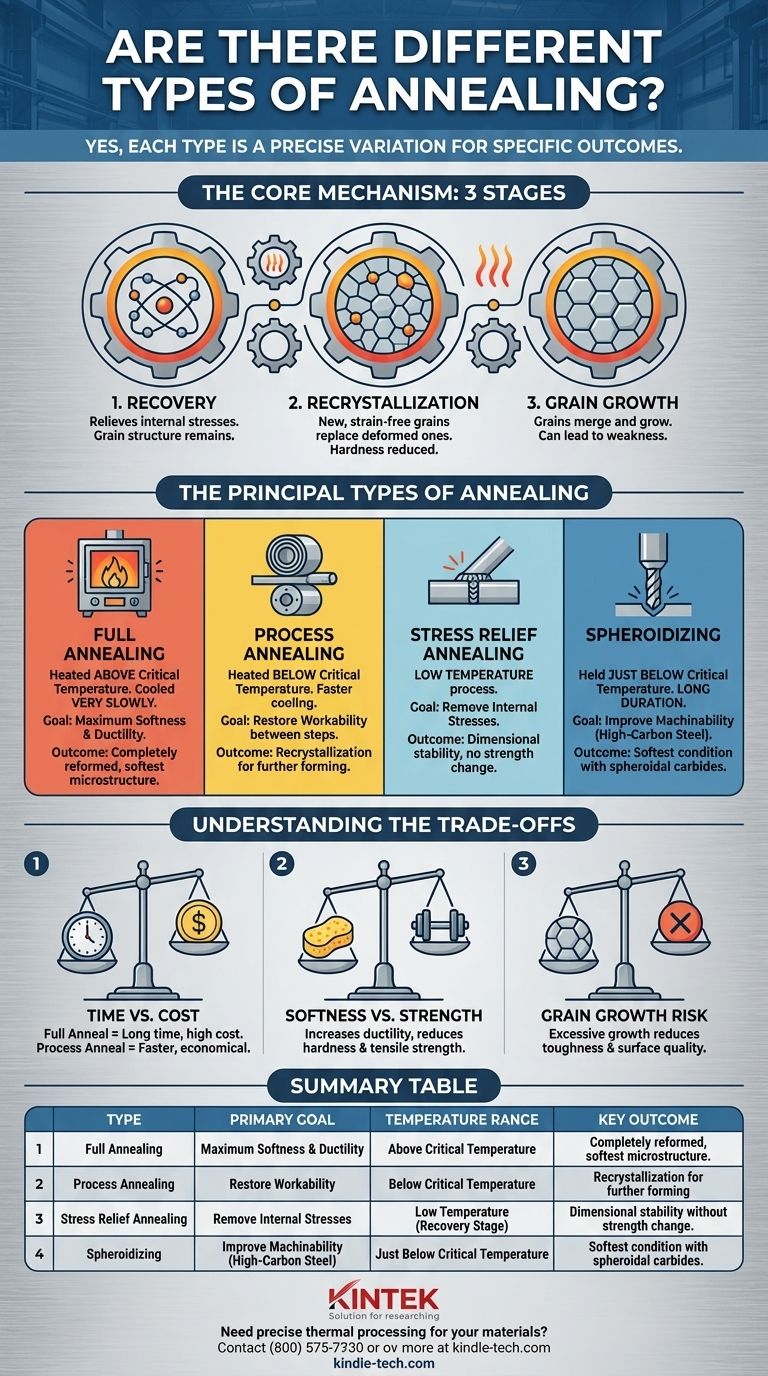
コアメカニズム:3つの段階
アニーリングプロセス中に材料の温度が上昇すると、その内部構造は3つの明確な段階を経て進行します。異なる種類のアニーリングは、本質的に材料がこれらの段階のどこまで進むかを制御する方法です。
- 回復(Recovery): より低い温度では、材料は内部応力の除去を開始します。結晶格子内の原子はより安定した位置に移動しますが、結晶粒構造はほとんど変化しません。
- 再結晶(Recrystallization): 温度がさらに上昇すると、加工硬化によって生じた古い変形した結晶粒に取って代わる、新しいひずみのない結晶粒が形成され始めます。これは、材料の硬度が大幅に低下し、延性が回復する段階です。
- 結晶粒成長(Grain Growth): 材料を高温で長時間保持しすぎると、新しくひずみのない結晶粒が合体して大きくなり始めます。これは材料をさらに軟化させる可能性がありますが、最終製品がもろくなりすぎる場合には望ましくないこともあります。

アニーリングの主要な種類
特定の温度を目標とし、異なる冷却速度を使用することにより、望ましい結果を達成するためにアニーリングプロセスの特定の段階を強調することができます。
完全焼鈍(Full Annealing)
このプロセスには、金属を臨界温度(結晶構造に相変態が起こる温度)以上に加熱し、その後、炉内に放置して冷却するなど非常にゆっくりと冷却することが含まれます。これにより、微細構造が最も柔らかく、最も延性の高い状態に完全に再形成されます。これはアニーリングの最も「完全な」形態です。
加工焼鈍(Process Annealing)
亜臨界焼鈍とも呼ばれ、異なる冷間加工ステップの間で使用される、より一般的で経済的な方法です。材料は臨界点より低い温度に加熱され、再結晶が発生するのに十分な温度に達します。これにより、完全焼鈍の時間と費用をかけずに、さらなる成形に必要な延性が回復します。
応力除去焼鈍(Stress Relief Annealing)
これは、材料全体の強度や構造を大幅に変更することなく、内部応力のみを除去するために設計された低温プロセスです。温度は回復段階には十分ですが、再結晶には低すぎます。これは、溶接、鋳造、または重切削後の部品を安定させるために重要です。
球状化焼鈍(Spheroidizing)
これは、高炭素鋼を機械加工しやすくするために使用される、特殊で長時間の焼鈍プロセスです。鋼を臨界温度のすぐ下に長時間保持し、硬い炭化物構造が軟らかい母材内に小さな球状体(スフェロイド)を形成するようにします。これにより、高炭素鋼にとって可能な限り最も軟らかい状態が得られます。
トレードオフの理解
アニーリングプロセスの選択は、望ましい特性と実際的な制約とのバランスを取ることを伴います。単一の「最良の」方法はありません。正しい選択は完全に目標に依存します。
時間 対 コスト
最も重要なトレードオフは時間であることがよくあります。非常に遅い冷却速度を伴う完全焼鈍は、数時間または数日かかることがあり、貴重な炉時間を占有し、エネルギーコストを増加させます。加工焼鈍のようなより速い方法は、中間製造ステップではるかに経済的です。
軟らかさ 対 強度
アニーリングは本質的に軟化プロセスです。延性と加工性は向上しますが、同時に材料の引張強度と硬度は低下します。材料を過度に軟化させると最終性能が損なわれる可能性があるため、次のステップを実行するのに必要な程度でのみ焼鈍する必要があります。
過度の結晶粒成長のリスク
材料を高温または長時間保持しすぎると、結晶粒が過度に大きくなる可能性があります。これにより非常に軟らかい材料が生成されますが、靭性の低下、成形後の表面仕上げの悪化、「オレンジピール」と呼ばれる表面の状態につながる可能性もあります。
目標に合わせた正しい選択をする
正しいアニーリングプロセスを選択するには、材料と次にそれに対して行う必要があることについての明確な理解が必要です。
- 最大の軟らかさと成形のための延性が主な焦点である場合: 完全焼鈍は、材料の微細構造を完全にリセットするための最も効果的な選択肢です。
- 製造ステップ間の加工性の回復が主な焦点である場合: 加工焼鈍は、完全な熱処理サイクルなしに延性を取り戻すための迅速かつ費用対効果の高い方法を提供します。
- 溶接や切削後の内部応力の除去が主な焦点である場合: 応力除去焼鈍は、材料の強度を変更することなく寸法安定性を確保するための正しい低温プロセスです。
- 高炭素鋼の機械加工性の向上が主な焦点である場合: 球状化焼鈍は、必要な軟らかさを達成するために必要な特殊で時間のかかるプロセスです。
これらのアニーリングのバリエーションを理解することで、特定のエンジニアリング要求を満たすために材料特性を正確に制御できます。
要約表:
| アニーリングの種類 | 主な目的 | 典型的な温度範囲 | 主な結果 |
|---|---|---|---|
| 完全焼鈍 | 最大の軟らかさと延性 | 臨界温度以上 | 完全に再形成された最も軟らかい微細構造 |
| 加工焼鈍 | 加工性の回復 | 臨界温度以下 | さらなる成形のための再結晶 |
| 応力除去焼鈍 | 内部応力の除去 | 低温(回復段階) | 強度変化のない寸法安定性 |
| 球状化焼鈍 | 機械加工性の向上(高炭素鋼) | 臨界温度のすぐ下 | 球状炭化物による最も軟らかい状態 |
材料の正確な熱処理が必要ですか?
プロジェクトが要求する正確な材料特性を実現するには、適切なアニーリングプロセスが不可欠です。成形のための最大の延性、溶接後の応力除去、または機械加工性の向上が求められる場合でも同様です。
KINTEKでは、熱処理プロセスを完璧にするために必要な高度な実験装置と専門家のサポートを提供することに特化しています。正確な温度制御を備えた炉から、一貫した結果を保証する消耗品まで、研究室が一貫性があり再現性のある成果を達成できるよう支援します。
お客様固有のアニーリング要件について話し合いましょう。 当社の熱処理専門家に今すぐお問い合わせいただき、お客様の研究室の課題に最適なソリューションを見つけてください。
ビジュアルガイド