焼きなましに用いられる温度は単一の値ではありません。それは、作業する特定の材料に完全に依存します。一般的な鋼の場合、この温度は通常727°Cから915°C(1340°Fから1680°F)の範囲ですが、アルミニウムのような金属の場合は、300°Cから410°C(570°Fから770°F)と、はるかに低くなります。正しい温度は、材料の組成とその固有の再結晶点によって決定されます。
焼きなましの核となる原理は、材料を再結晶温度以上に加熱して内部応力を緩和し、結晶粒構造を微細化することです。しかし、目標温度は方程式の半分に過ぎません。非常にゆっくりとした冷却速度も、望ましい軟度と延性を達成するために同様に重要です。

焼きなましとは何か、なぜ温度が重要なのか?
焼きなましは、材料、通常は金属をより軟らかく、加工しやすくするために設計された精密な熱処理プロセスです。その目的を理解することで、なぜ温度制御が最も重要であるかが明らかになります。
目標:応力の緩和と延性の向上
金属が曲げられたり、引き伸ばされたり、圧縮されたりする(冷間加工として知られるプロセス)と、その内部結晶構造が歪み、応力が生じます。これにより、材料は硬くなりますが、同時に脆くなります。
焼きなましはこの効果を逆転させます。材料を加熱することで、原子が移動して再配列し、より秩序だった応力のない構造になるのに十分なエネルギーを与えます。このプロセスにより、材料の延性(引き伸ばされたり、伸ばされたりする能力)が増し、硬度が低下します。
鍵:再結晶
焼きなましの最も重要な段階は再結晶です。これは、新しい、ひずみのない結晶(または粒)が形成され始め、古い変形した結晶に置き換わる温度です。
この温度以下で加熱しても、真の焼きなましは達成されません。この温度を大幅に超えて加熱すると、新しい結晶粒が大きくなりすぎ、材料が弱くなったり脆くなったりする可能性があります。
正しい焼きなまし温度の決定
適切な温度は、材料の合金組成によって異なります。鋼中の炭素の割合のようなわずかな違いでも、必要な温度が大幅に変わる可能性があります。
鋼の一般的な温度
鋼は鉄-炭素合金であり、その焼きなまし温度は、結晶構造が変化する点である臨界温度(A1、A3)と密接に関連しています。
- 低炭素鋼(炭素含有量0.8%未満):これらは上限臨界温度(A3)より約30~50°C(50~90°F)高く加熱されます。これは通常、815°Cから915°C(1500°Fから1680°F)の範囲です。
- 高炭素鋼(炭素含有量0.8%超):これらは下限臨界温度(A1)よりわずかに高く加熱されます。これは通常、750°Cから800°C(1380°Fから1475°F)の範囲です。
非鉄金属の一般的な温度
鉄を含まない金属には、独自の明確な焼きなまし範囲があります。
- 銅:銅の焼きなまし温度は一般的に370°Cから650°C(700°Fから1200°F)の間です。この範囲の下限の温度では、より微細な結晶粒構造が得られます。
- アルミニウム:アルミニウムとその合金は、はるかに低い温度、通常は300°Cから410°C(570°Fから770°F)で焼きなましされます。
- 真鍮:この銅-亜鉛合金は、特定の合金組成に応じて、425°Cから700°C(800°Fから1300°F)の範囲で焼きなましされます。
トレードオフと一般的な落とし穴の理解
焼きなましを成功させるには、温度と冷却に関する一般的な誤りを避ける必要があります。このプロセスは容赦なく、小さな間違いが望ましくない結果につながる可能性があります。
加熱不足のリスク
材料が完全な再結晶温度に達しない場合、内部応力は完全に緩和されません。金属は冷間加工された状態よりは軟らかくなりますが、適切な焼きなましが提供する完全な延性と均一性は得られません。
過熱の危険性
材料を目標温度よりはるかに高く加熱しすぎると、過剰な結晶粒成長を引き起こす可能性があります。大きな結晶粒は材料の強度と靭性を低下させる可能性があります。また、後で部品が成形されると、表面が粗くなる(「オレンジピール」として知られる)こともあります。極端な場合、過熱は表面の酸化とスケールを引き起こします。
冷却速度が同様に重要な理由
完全焼きなましは、その遅い冷却速度によって定義されます。通常、これは炉の電源を切り、部品が何時間もかけて炉と一緒に冷えるのを待つことによって達成されます。
材料が速く冷却されすぎた場合(例えば、開放された空気中で)、それはもはや焼きなましプロセスではありません。それは、より硬く、より強い材料をもたらす異なる熱処理、例えば焼ならしになります。これは焼きなましの目標とは逆です。
材料に合った正しい選択をする
正しい温度とプロセスを選択することは、技術を材料と望ましい結果に合わせることの問題です。
- 低炭素鋼が主な焦点の場合:材料をA3臨界温度より十分に高く(815~915°Cの範囲に)加熱し、炉内で非常にゆっくりと冷却されるようにします。
- 高炭素鋼が主な焦点の場合:冷却時に脆い微細構造が形成されるのを避けるため、材料をA1臨界温度(約750°C)よりわずかに高く加熱します。
- 銅やアルミニウムのような非鉄金属が主な焦点の場合:鋼よりも過熱に非常に敏感であるため、その合金に固有の低い温度範囲を使用します。
- 不明な点がある場合:常に、作業している特定の合金の材料データシートまたは熱処理ハンドブックを参照してください。
熱処理の精度は、成功した加工可能な材料と失敗した部品を分けるものです。
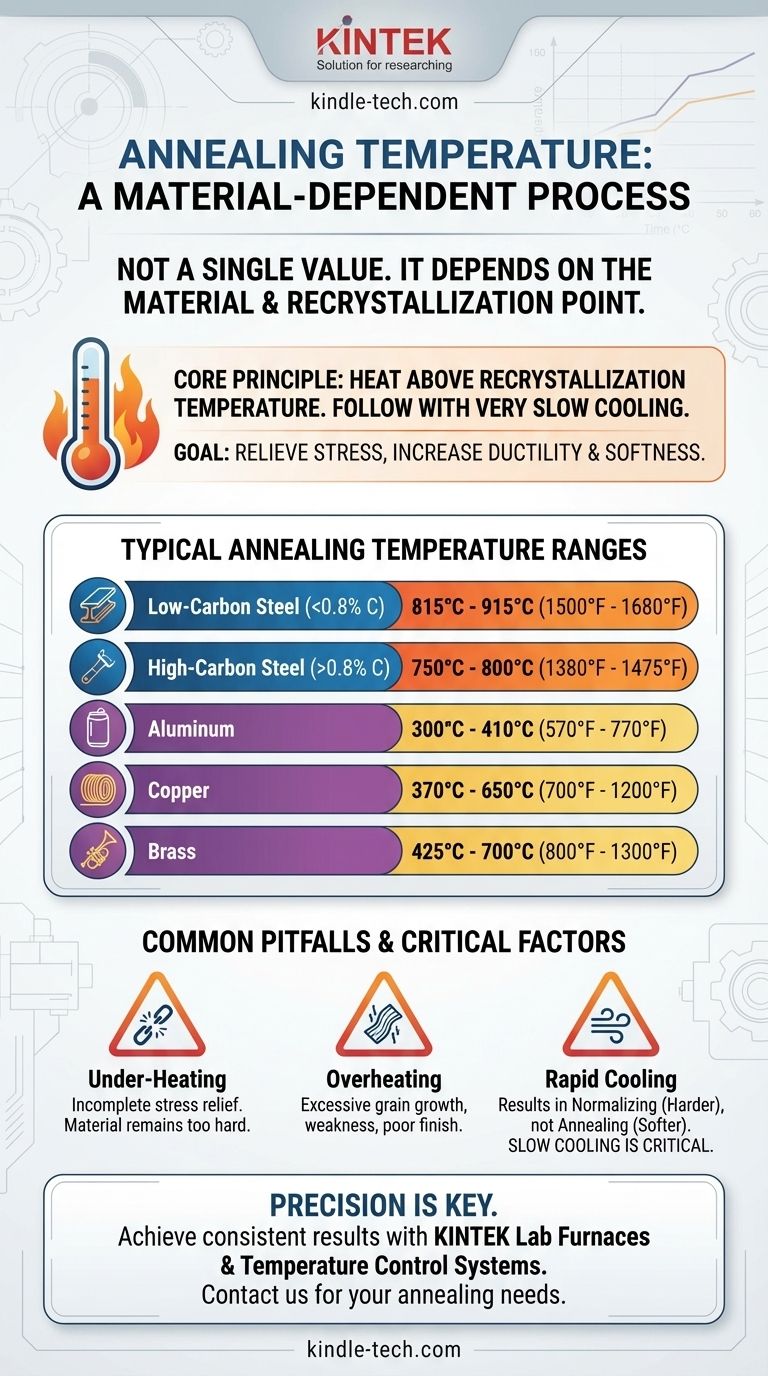
要約表:
| 材料 | 一般的な焼きなまし温度範囲 |
|---|---|
| 低炭素鋼 | 815°Cから915°C(1500°Fから1680°F) |
| 高炭素鋼 | 750°Cから800°C(1380°Fから1475°F) |
| アルミニウム | 300°Cから410°C(570°Fから770°F) |
| 銅 | 370°Cから650°C(700°Fから1200°F) |
| 真鍮 | 425°Cから700°C(800°Fから1300°F) |
適切な実験装置で、正確で一貫した結果を達成しましょう。
特定の合金の正確な焼きなましプロファイルについて不明な点がありますか?KINTEKは、信頼性の高い熱処理プロセス用に設計された高品質の実験用炉と温度制御システムを専門としています。当社の装置は、重要な温度を正確に達成し維持するのに役立ち、材料が常に望ましい軟度、延性、結晶粒構造を確実に達成できるようにします。
焼きなましニーズに最適な炉を見つけ、研究室の能力を向上させるために、今すぐお問い合わせください。お問い合わせフォームからご連絡ください。
ビジュアルガイド