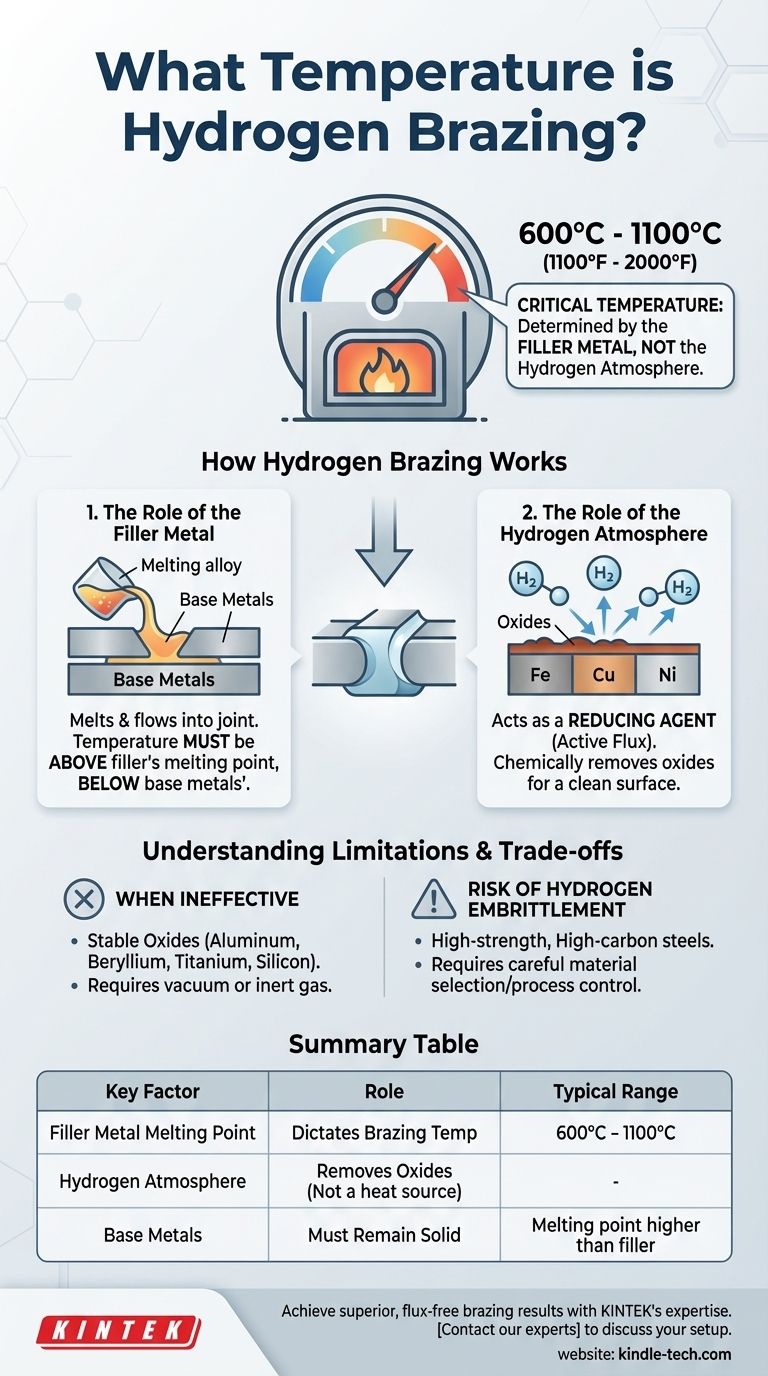
水素ろう付けにおいて、重要な温度は水素雰囲気そのものではなく、ろう材によって決定されます。このプロセスは高温で行われますが、「水素ろう付けの温度」という単一の決まった値はありません。代わりに、使用する特定のろう付けフィラー合金を溶解させるのに十分な温度に設定する必要があり、その範囲は通常600℃から1100℃超(1100°Fから2000°F)に及びます。
重要な点は、水素雰囲気が熱源ではなく洗浄剤として機能することです。その役割は、高温で母材の酸化物を化学的に除去し、溶融したろう材がクリーンで強力な接合を形成できるようにすることです。適切な温度は、選択したろう材の融点によって完全に決定されます。

水素ろう付けの仕組み
ろう材の役割
あらゆるろう付け作業の核心はろう材です。これは溶解し、毛細管現象によって2つの母材間の隙間に流れ込み、その後凝固して接合部を形成する合金です。
プロセス温度は、ろう材の融点よりも高く、接合する母材の融点よりも低く設定する必要があります。
水素雰囲気の役割
ろう付けに必要な高温では、金属は急速に酸化します。これらの酸化膜は、ろう材が表面を「濡らす」のを妨げ、弱接合または接合不良につながります。
水素は還元剤または活性フラックスとして機能します。鉄、銅、ニッケル、コバルトなどの多くの一般的な金属の酸化物と反応し、それらを純粋な金属状態に還元し、ろう材が接合するための完全にクリーンな表面を作り出します。
温度と雰囲気が協調する理由
このプロセスは相乗的です。炉はろう材合金を溶解させるための熱エネルギーを提供し、同時に水素雰囲気は金属表面を準備し、溶融したろう材が連続的で高強度の冶金結合を形成できるようにします。
限界とトレードオフの理解
水素が効果的でない場合
水素は万能薬ではありません。特定の金属上に形成される非常に安定した酸化物を還元するのに十分な力はありません。
これには、アルミニウム、ベリリウム、チタン、ケイ素などの金属が含まれます。これらの材料には水素ろう付けは適さず、真空ろう付けや不活性ガス(アルゴンなど)中でのろう付けなどのプロセスが必要です。
水素脆化のリスク
特定の材料、特に高強度鋼や高炭素鋼は、ろう付け温度で原子状水素を吸収する可能性があります。これは延性の著しい低下と早期の破壊につながる可能性があり、水素脆化として知られる現象です。
感受性の高い合金をろう付けする際には、このリスクを軽減するために慎重な材料選択と手順管理が必要です。
安全上の考慮事項
水素は非常に可燃性であり、正しく取り扱うためには専門的な密閉型炉と厳格な安全手順が必要です。これは制御された環境を必要とする工業プロセスです。
材料に合った適切な選択をする
- 一般的な鋼、銅、またはニッケル合金の接合を主な目的とする場合: 水素ろう付けは、クリーンでフラックスフリーの接合を作成するための優れた選択肢です。温度は、用途に適した銅、銀、またはニッケルベースのろう材によって決まります。
- 安定した酸化物を持つ材料(例:アルミニウム、チタン)の接合を主な目的とする場合: 水素雰囲気がこれらの表面を清浄化するのに効果的ではないため、真空ろう付けなどの代替プロセスを使用する必要があります。
- 高炭素鋼または硬化鋼の接合を主な目的とする場合: 水素脆化のリスクを評価する必要があります。異なる雰囲気またはろう付け後の熱処理が必要になる場合があります。
結局のところ、適切なろう付け温度の選択は、特定の母材と性能要件に合った適切なろう材の選択から始まります。
要約表:
| 主要因 | 水素ろう付けにおける役割 | 一般的な範囲 |
|---|---|---|
| ろう材の融点 | ろう付け温度を決定する | 600℃~1100℃(1100°F~2000°F) |
| 水素雰囲気 | 母材の酸化物を除去する | 熱源ではない |
| 母材 | ろう付け中に固体でなければならない | ろう材より融点が高い |
KINTEKの専門知識で、優れたフラックスフリーのろう付け結果を実現しましょう。
実験室での酸化物汚染や接合不良にお困りですか?当社の水素ろう付けソリューションは、鋼、銅、ニッケル合金などの材料に強力な冶金結合をもたらすために必要な、クリーンで制御された雰囲気を提供します。
当社は、お客様固有の研究および生産ニーズに合わせた実験装置と消耗品の専門家です。
材料に最適なろう付け設定について相談し、接合の完全性を確保するために、今すぐ当社の専門家にご連絡ください。
ビジュアルガイド
関連製品
- 実験室マッフル炉 底部昇降式マッフル炉
- 1400℃実験室用石英管炉 アルミナチューブ付き管状炉
- 1700℃実験室用石英管炉 アルミナチューブ付き管状炉
- 実験室用脱脂・予備焼結用高温マッフル炉
- 実験室用 1700℃ マッフル炉



















