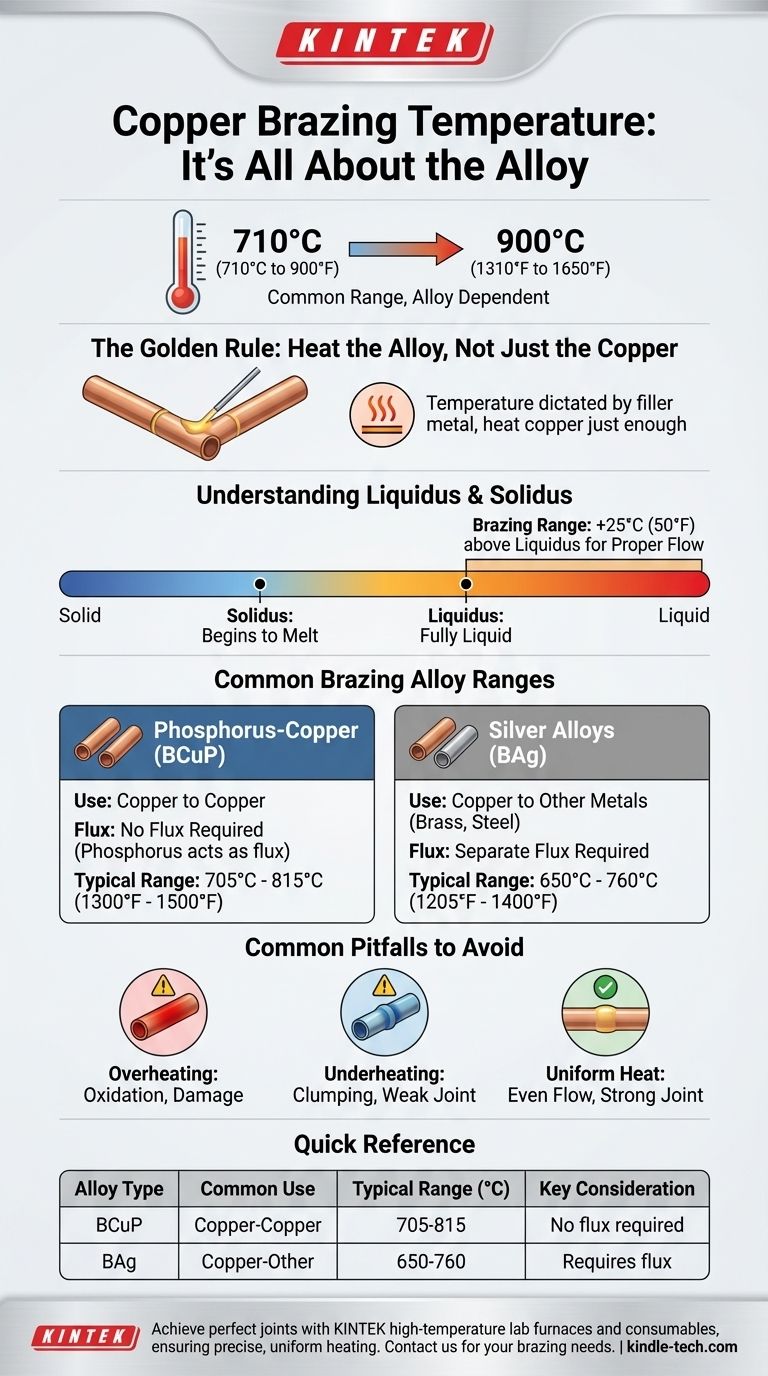
正確に言うと、銅のろう付けに単一の温度はありません。正しい温度は、使用する特定のろう付け合金(ろう材)によって完全に決定され、銅に最も一般的な合金のほとんどは、710°Cから900°C(1310°Fから1650°F)の間の温度を必要とします。目標は、ろう材が溶けて接合部に流れ込むのに十分な熱さになるまで銅部品を加熱することです。
ろう付けの核心的な原則は、温度が母材ではなくろう材によって決定されるということです。銅を、特定のろう付け合金の「液相線」(完全に溶融した状態)温度より少なくとも25°C(50°F)高くなるまで加熱し、銅自体を損傷することなく適切な流れを確保する必要があります。
ろう付け温度が合金に依存する理由
ろう付けを習得するには、銅を溶かしているわけではないことを理解することが不可欠です。あなたは、銅部品を分子レベルで接合する強力な接着剤として機能する、別のろう材を溶かしているのです。
ろう材の役割
ろう付けは毛細管現象と呼ばれるプロセスを通じて機能します。溶融したろう材は、2つの銅片の間の狭い隙間に引き込まれ、冷却および凝固すると強力で漏れのないシールを形成します。
これは、溶ける必要があるのはろう材だけであり、ろう材は接合する銅よりも低い融点を持つように特別に設計されていることを意味します。
液相線と固相線の理解
すべてのろう付け合金には、メーカーによって指定された2つの重要な温度点があります。
- 固相線: 合金が溶け始める温度。
- 液相線: 合金が完全に液体になる温度。
合金が適切に流れ、強力な接合部を作成するためには、その液相線温度を超えて加熱する必要があります。
「液相線より25°C高い」ルール
接合部を液相線温度より少なくとも25°C(50°F)高く加熱するというガイドラインは非常に重要です。このわずかな過熱により、ろう材が完全に流動的で粘度が低くなり、銅表面を濡らし、毛細管現象によって接合部全体に完全に引き込まれるようになります。

銅の一般的なろう付け合金の範囲
選択する合金は、何を接合するかによって異なります。異なる合金は異なる温度要件を持っています。
リン銅合金(BCuP)
これらは、銅と銅を接合するための最も一般的な合金です。主な利点は、リンがフラックス剤として機能するため、銅と銅の接合には別途フラックスが不要であることです。
典型的な例は、BCuP-5合金(銀15%)で、ろう付け範囲は705°C - 815°C(1300°F - 1500°F)です。
銀合金(BAg)
これらの合金は、真鍮、青銅、鋼などの銅と他の金属を接合するために使用されます。銀を含んでおり、流れと延性を向上させます。
BCuP合金とは異なり、銀合金は金属を清浄にし、良好な接合を確保するために別途フラックスを必要とします。一般的なBAg合金のろう付け範囲は650°C - 760°C(1205°F - 1400°F)です。
避けるべき一般的な落とし穴
正しい温度を達成することはバランスです。熱が多すぎても少なすぎても、接合は失敗します。
過熱の危険性
銅を合金の必要温度をはるかに超えて加熱すると、銅表面に厚く剥がれやすい酸化物が生成されるリスクがあります。この酸化は、ろう材が正しく接合するのを妨げる可能性があります。極端な場合には、銅部品が溶け始めたり損傷したりすることさえあります。
加熱不足の問題
合金の適切なろう付け温度に達しないことは、最も一般的な間違いです。母材が冷たすぎると、ろう材が「固まり」、流れなくなります。銅表面を濡らさず、隙間や空隙のある弱い接合部が生じます。
均一な加熱の重要性
接合部全体を均一に加熱する必要があります。一部が熱く、他が冷たい場合、ろう材はより熱い領域にのみ流れ、不完全で信頼性の低い接合部が作成されます。トーチはろう材ではなく、銅部品に焦点を当ててください。
プロジェクトの正しい温度の決定
常に、特定のろう付け合金のメーカーの技術データシートを参照してください。ただし、これらの一般的なガイドラインは、作業に適した材料を選択するのに役立ちます。
- 主に銅と銅を接合する場合: リン銅(BCuP)合金を選択し、その特定のろう付け範囲(おそらく700°Cから900°Cの間)を確認してください。
- 主に銅と異なる金属を接合する場合: 適切なフラックスを備えた銀ベース(BAg)合金を使用し、そのデータシートで温度範囲(通常620°Cから845°Cの間)を確認してください。
- 合金が不明な場合: 作業を進めないでください。合金を特定するか、明確な技術データシート付きの新しい合金を購入して、正しい温度を使用し、安全で強力な接合部を作成していることを確認してください。
最終的に、選択したろう材の要件に合わせて技術を調整することが、完璧なろう付けの鍵となります。
概要表:
| ろう付け合金の種類 | 一般的な用途 | 一般的なろう付け範囲(°C) | 重要な考慮事項 |
|---|---|---|---|
| リン銅(BCuP) | 銅と銅 | 705°C - 815°C | 銅と銅の接合にはフラックス不要 |
| 銀合金(BAg) | 銅と他の金属(例:鋼、真鍮) | 650°C - 760°C | 適切な接合には別途フラックスが必要 |
適切な設備と専門知識で、毎回完璧で強力なろう付け接合部を実現しましょう。 KINTEKは高温ラボ用炉と消耗品を専門とし、銅ろう付けの成功に不可欠な正確で均一な加熱を提供します。R&Dであろうと生産であろうと、当社のソリューションは、特定のろう付け合金の正確な温度要件を満たすことを保証します。当社のラボのろう付けおよび材料接合のニーズをどのようにサポートできるかについて、今すぐお問い合わせください。お問い合わせフォームからご連絡ください
ビジュアルガイド