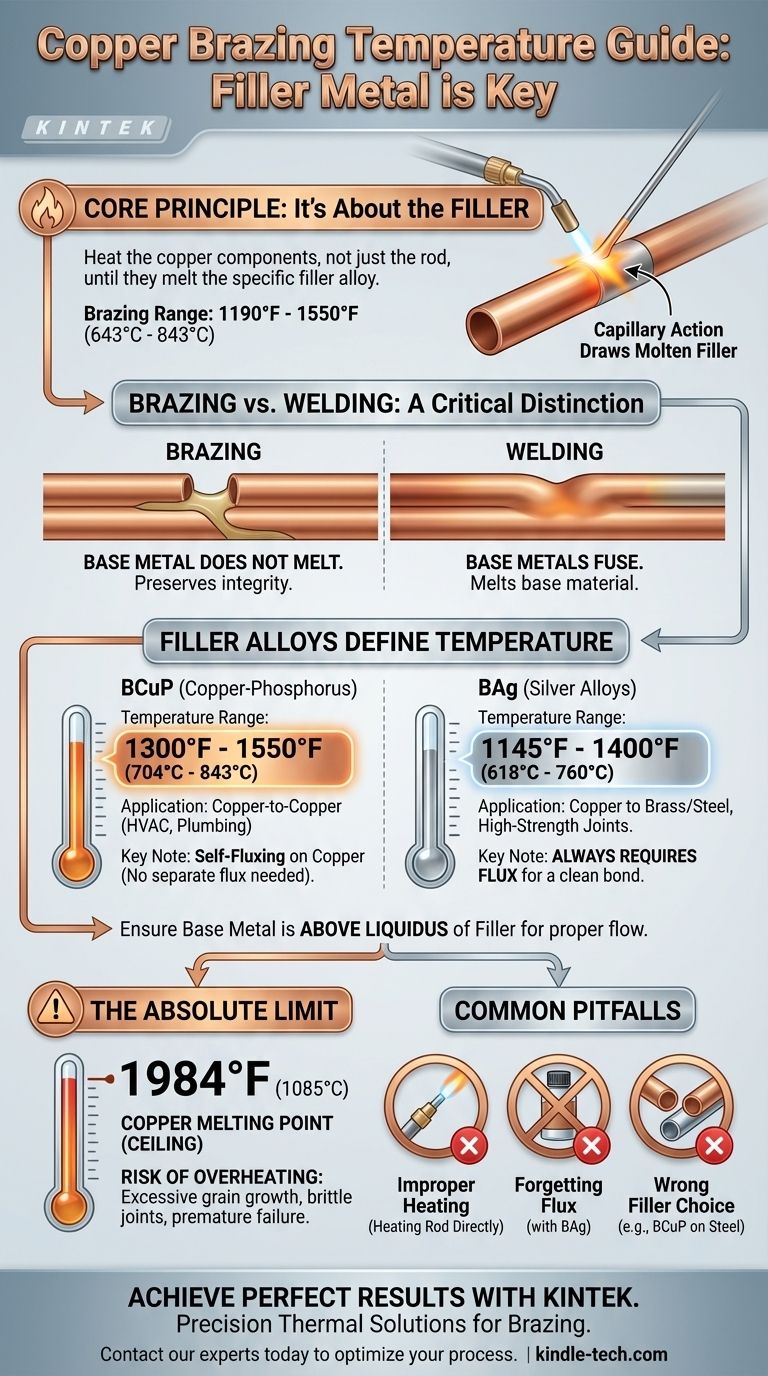
要するに、銅ろう付けは1190°Fから1550°F(643°Cから843°C)の温度範囲で行われます。 この温度は銅自体の一つの値ではなく、使用される特定のフィラーメタル合金によって完全に決定されます。目的は、銅の母材を溶かすことなく、フィラーメタルを溶かして接合部に流れ込ませることです。
銅ろう付けの核心的な原理は、銅を特定の温度に加熱することではありません。それは、銅部品を均一に加熱し、特定のフィラー合金を溶かすのに十分な温度にし、それによって部品同士を接合させることです。
ろう付けと溶接:決定的な違い
温度要件を理解するためには、まずプロセスを理解する必要があります。ろう付けは本質的に溶接とは異なります。
母材は溶けない
ろう付けでは、フィラーメタルのみが溶けます。接合される銅部品は加熱されますが、常に固体状態を保ちます。
これは重要な利点であり、母材を溶かして融合させる溶接よりも、銅の元の完全性と特性をはるかに良く保持します。
フィラーメタルが接合を形成する
接合は、溶融したフィラーメタルが毛細管現象によって密接に嵌合した2つの銅表面の間に引き込まれるときに形成されます。
アセンブリが冷えると、フィラーが固化し、部品間に強固で永続的な冶金結合が作成されます。

フィラー合金がろう付け温度を決定する方法
「ろう付け温度」とは、フィラーロッドが接触したときに溶けるように、銅部品を加熱する必要がある温度です。この温度は常にフィラー合金の融点よりも高くなります。
銅-リン (BCuP) 合金
これらは、特にHVACや配管における銅同士の接合に最も一般的な合金です。それらの主な利点は、銅に対して自己フラックス性であることです。つまり、接合部を清掃するために別途化学フラックスを追加する必要がないことを意味します。
BCuP合金のろう付け温度範囲は通常1300°F~1550°F(704°C~843°C)です。
銀 (BAg) 合金
しばしば「銀ろう」(実際には真のろう付け合金であるため不適切な名称)と呼ばれますが、これらはより高い強度を持つ接合や、銅と真鍮や鋼などの他の金属を接合する場合に使用されます。
それらの作動温度は低く、通常1145°F~1400°F(618°C~760°C)の範囲です。BCuP合金とは異なり、銀合金はクリーンで強固な接合を確実にするために必ず別途フラックスを必要とします。
「液相線」と「固相線」の理解
すべてのろう付け合金には、固相線温度(溶け始める温度)と液相線温度(完全に液体になる温度)があります。適切なろう付けのためには、フィラー合金が迅速かつ完全に接合部に流れ込むように、母材をフィラー合金の液相線よりも高い温度に加熱する必要があります。
絶対的な限界:銅の融点
銅をあまりにも高い温度でろう付けすることは物理的に不可能です。ワークピースの損傷や破壊を避けるために、常に銅自体の融点よりも十分に低い温度に留める必要があります。
温度の上限
純銅の融点は1984°F(1085°C)です。ろう付け温度は常にこれよりもかなり低くなければなりません。
過熱のリスク
銅を完全に溶かさなくても、過熱は金属構造における過度な結晶粒成長を引き起こす可能性があります。これにより銅が脆くなり、接合部周辺の領域が弱くなり、応力や振動下での早期の破損につながる可能性があります。
避けるべき一般的な落とし穴
適切な温度を達成することは、技術と材料選択の問題です。失敗は、弱かったり失敗した接合につながる可能性があります。
落とし穴:不適切な加熱
最も一般的な間違いは、銅部品を加熱する代わりに、トーチでろう付けロッドを直接加熱することです。母材の熱がフィラーを溶かす必要があります。これにより、銅が毛細管現象が適切に機能するのに十分なほど熱くなっていることが保証されます。
落とし穴:フラックスの忘れ
銀(BAg)合金を使用する場合、または銅を別の金属に接合する場合、フラックスを塗布し忘れることは重大なエラーです。フラックスは表面を清掃し、加熱中の酸化から保護するため、フィラーメタルが正しく接合できるようになります。
落とし穴:間違ったフィラーの選択
鋼製部品に自己フラックス性のBCuP合金を使用しても機能しません。銅上で自己フラックス性をもたらすリンは、鉄(鋼)と脆い化合物を形成し、接合の失敗につながります。フィラーは母材に合わせて選択する必要があります。
目的に合った正しい選択をする
プロジェクトの材料と強度要件に最も適したフィラー合金に基づいて、目標温度を選択してください。
- 標準的な銅同士のHVACまたは配管が主な焦点の場合: BCuP合金を使用し、銅をくすんだ赤熱色になるまで加熱します。これは1300°F~1550°F(704°C~843°C)の温度に対応します。
- 銅と真鍮または鋼の接合が主な焦点の場合: 適切なフラックスを使用して銀ベース(BAg)合金を使用し、1145°F~1400°F(618°C~760°C)の温度範囲を目標とします。
- 敏感なアセンブリへの熱入力の最小化が主な焦点の場合: 必要な接合強度を維持できる、可能な限り低い作動温度の銀合金を選択します。
成功するろう付けは、魔法の数字に到達することによってではなく、選択した特定のフィラーメタルに合わせて熱を制御することによって達成されます。
要約表:
| フィラー合金の種類 | 一般的な用途 | ろう付け温度範囲 | 主な注意点 |
|---|---|---|---|
| 銅-リン (BCuP) | 銅同士 (HVAC、配管) | 1300°F - 1550°F (704°C - 843°C) | 銅に対して自己フラックス性 |
| 銀 (BAg) | 銅と真鍮/鋼の接合、高強度接合 | 1145°F - 1400°F (618°C - 760°C) | 別途フラックスが必要 |
適切な機器と専門知識で完璧な銅ろう付けの結果を達成しましょう。 KINTEKは、ろう付けなどの正確な熱処理のための高温ラボ炉および加熱ソリューションを専門としています。HVAC、金属加工、R&Dのいずれに従事していても、当社の機器は強固で信頼性の高い接合のための正確な温度制御を保証します。
ろう付けプロセスの最適化をお手伝いします — 今すぐ専門家にご相談ください、お客様固有の用途のニーズについて話し合いましょう!
ビジュアルガイド