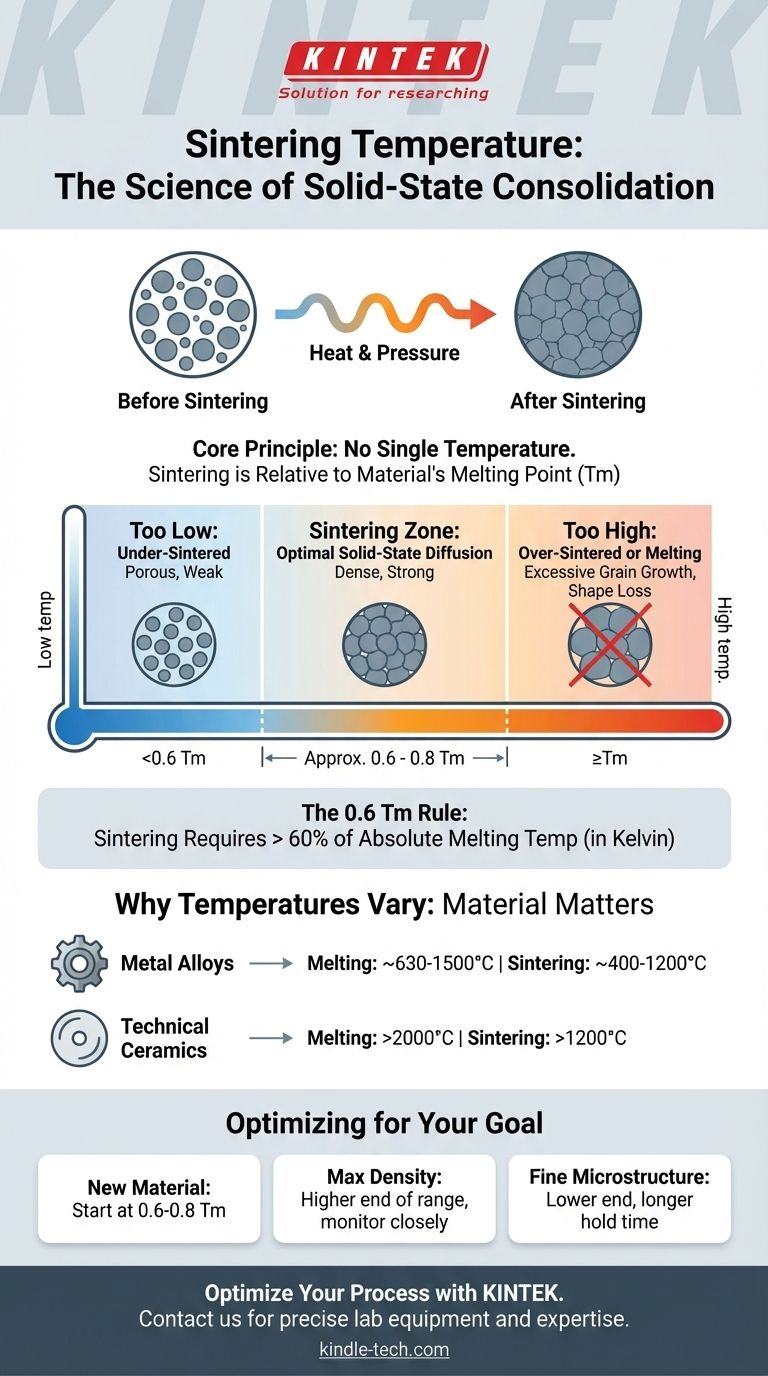
焼結に単一の温度はありません。このプロセスは絶対的な数値によって定義されるのではなく、固化される特定の材料に根本的に相対的です。焼結温度は、特定の合金の630°Cから高性能セラミックスの2000°C以上まで劇的に変化する可能性があり、その材料の実際の融点よりも低い温度を維持することが重要な要件となります。
焼結の核心的な原則は、特定の温度に達することではなく、原子が粒子境界を越えて拡散するのに十分な熱エネルギーを加えることです。これには通常、材料の絶対融点(Tm)の60%を超える温度が必要ですが、液化点よりは常に低い温度です。
核心的な原則:焼結における温度の役割
焼結とは、材料を液化するまで溶融させることなく、熱と圧力によって材料を圧縮し、固体の塊を形成するプロセスです。温度は、この変態の主要な駆動力です。
原子拡散の促進
焼結における熱の主な目的は、原子が移動するのに十分なエネルギーを与えることです。高温では、原子は激しく振動し、個々の粒子の境界を越えて拡散し、それらの間の空隙を埋めることができます。
この原子の動きは、総表面積を減らし、粒子を融合させて、出発粉末から緻密で凝集した固体片を生成します。
「ゴルディロックス」ゾーン:融点以下
焼結が固相プロセスであることを理解することが重要です。目標は、原子が移動するのに十分なほど材料を加熱することですが、材料の結晶構造が崩壊するほど熱くしないことです。
温度が融点に達するかそれを超えると、そのプロセスはもはや焼結ではなく、鋳造または溶接となり、圧縮された粉末の正確な形状は失われます。
0.6 Tmの経験則
一般的なガイドラインとして、効果的な焼結の最低温度は、材料の絶対融点(Tm)の0.6倍以上であるとよく言われます。
この規則が正確であるためには、温度をケルビンで計算する必要があります。たとえば、1727°C(2000 K)で溶融する材料は、約927°C(1200 K)で効果的に焼結を開始します。

焼結温度がこれほど広範囲にわたる理由
焼結温度の広範な範囲は、処理される材料の異なる特性の直接的な結果です。2000°Cと630°Cの数値はどちらも正しいですが、まったく異なる物質の場合です。
材料の融点
これが最も重要な要素です。技術セラミックスのように融点が非常に高い材料は、当然ながら非常に高い焼結温度を必要とします。
逆に、融点が低い金属合金は、それに応じて低い温度で焼結します。焼結温度は融点に直接比例します。
焼結前プロセス
多くの産業用途、特に金属射出成形(MIM)やセラミックスでは、焼結の前に脱脂と呼ばれる予備工程が行われます。
このプロセスははるかに低い温度(例:最大600°C)で行われ、粉末をグリーン状態に保持しているポリマーバインダーを燃焼させる役割を果たします。これは、はるかに高い焼結温度に上げる前に完全に完了する必要があります。
トレードオフの理解
焼結温度の選択はバランスです。正確な温度と持続時間は部品の最終的な特性に影響を与え、誤ると部品の故障につながる可能性があります。
焼結不足:不十分な温度
温度が低すぎるか、時間が短すぎる場合、原子拡散は不完全になります。これにより、機械的強度やその他の特性を損なう、完全な密度に達していない弱く多孔質な部品が生成されます。
過焼結:過剰な結晶粒成長
温度が高すぎる場合(ただし融点以下)、プロセスが速すぎたり、過度に進行したりする可能性があります。これにより、より小さな結晶粒がより大きな結晶粒に融合する過剰な結晶粒成長が発生します。部品は緻密になるかもしれませんが、大きな結晶粒は材料をより脆くすることがよくあります。
溶融の危険性
融点を超えることは、焼結プロセスにおける壊滅的な失敗です。部品はたるみ、形状を失い、内部微細構造が破壊され、使用できなくなります。
プロジェクトに適した温度の決定
理想的な焼結温度は固定された数値ではなく、望ましい結果を達成するために制御する変数です。材料の特性と最終目標に焦点を当てる必要があります。
- 新しい材料を扱うことが主な焦点の場合:その融点(Tm)を見つけ、0.6〜0.8 Tm(ケルビン)の範囲を実験の出発点として使用します。
- 最大の密度を達成することが主な焦点の場合:材料の焼結範囲の上限で操作する必要がある可能性が高く、過剰な結晶粒成長や溶融を避けるために注意深く監視します。
- 特定の特性のために微細な結晶粒構造を維持することが主な焦点の場合:効果的な焼結温度範囲の下限を目指し、十分な密度を達成するためにより長い保持時間を組み合わせる可能性があります。
最終的に、焼結温度が材料の固有の特性の関数であることを理解することで、単一の数値を検索するだけでなく、特定の目標のためにプロセスを最適化できるようになります。
要約表:
| 材料の種類 | 典型的な融点(Tm)範囲 | 焼結温度範囲(約0.6-0.8 Tm) |
|---|---|---|
| 金属合金 | 約630°C - 1500°C | 約400°C - 1200°C |
| 技術セラミックス | 2000°C以上 | 1200°C以上 |
| 一般的なガイドライン | 材料によって異なる | 常に融点以下 |
KINTEKの専門知識で焼結プロセスを最適化しましょう。
高性能セラミックスを扱う場合でも、特殊な金属合金を扱う場合でも、完璧な焼結温度を達成することは、部品の密度、強度、微細構造にとって極めて重要です。KINTEKは、熱プロセスを効果的に制御するために必要な精密な実験装置と消耗品の提供を専門としています。
当社の専門家が、材料が焼結不足や過剰な結晶粒成長を起こすことなく、正しく焼結されるように、適切な炉と付属品を選択するお手伝いをいたします。
今すぐ当社のチームにご連絡ください。お客様の特定の材料と用途の要件についてご相談ください。推測に頼るのではなく、一貫した高品質の結果を達成できるようお手伝いいたします。
ビジュアルガイド