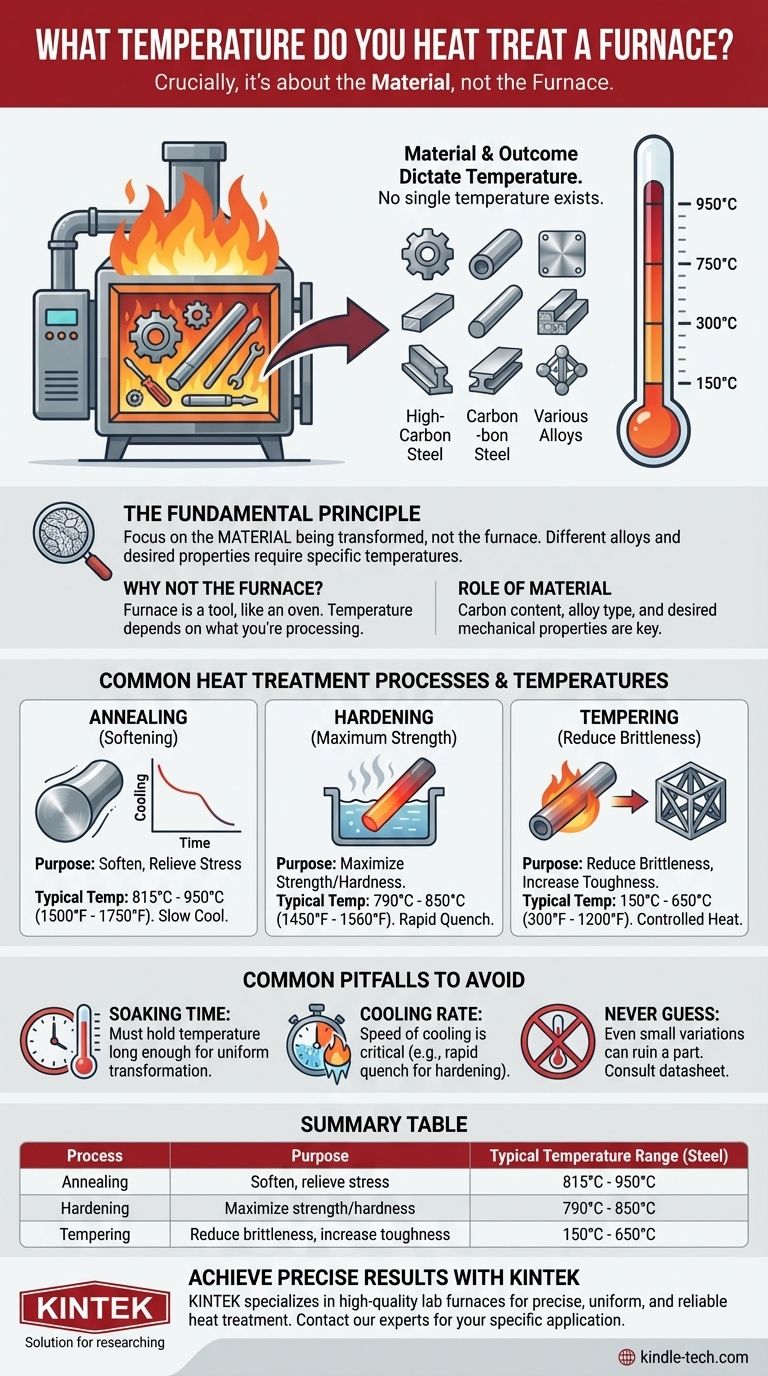
重要なのは、熱処理の温度は炉自体ではなく、炉内の材料によって決定されるということです。 正しい温度は、金属の種類と、硬化や軟化などの望ましい結果に完全に依存し、鋼の一般的なプロセスでは150°Cから950°Cを超える範囲に及びます。
熱処理の中心的原則は、単一の温度というものは存在しないということです。正確な温度は、使用する特定の合金と達成しようとする機械的特性という2つの要因によって決定される重要な変数です。
基本原則:材料と結果が温度を決定する
最も一般的な誤解は、設備に焦点を当てることです。炉は制御された熱を提供する単なるツールであり、プロセスの真の主題は変形される材料です。
なぜ炉が焦点ではないのか
炉は幅広い温度範囲で動作するように設計されています。炉の熱処理温度を尋ねることは、パンを焼くのか鶏肉をローストするのかによってオーブンの調理温度が異なるように、完全に材料に依存します。
重要な温度は、金属合金内で特定の微細構造変化を引き起こす温度です。
材料組成の役割
異なる金属や合金は、大きく異なる温度で変形します。例えば、鋼の炭素含有量は、その熱処理温度の主要な要因です。
切削工具に使用される高炭素鋼は、構造ブラケットに使用される低炭素鋼とは異なる温度サイクルを必要とします。
処理の目的
熱処理の目的が温度範囲を決定します。金属をより硬くしたいのか、それともより柔らかくしたいのか?
- 硬化には、金属を臨界変態点以上に加熱する必要があります。
- すでに硬化した鋼の脆性を低減する焼き戻しは、同じ点以下の温度で行われます。

一般的な熱処理プロセスとその温度
実用的な枠組みを提供するために、一般的な炭素鋼の3つの一般的なプロセスを見てみましょう。これらは代表的な例であり、正確な値には材料データシートが必要です。
アニーリング(焼鈍):軟化と応力除去のため
アニーリング(焼鈍)は、金属をできるだけ柔らかく延性のある状態にするために使用され、多くの場合、機械加工を容易にするためです。これには、鋼を高温に加熱し、その後非常にゆっくりと冷却する必要があります。
多くの一般的な鋼の場合、この温度は815°Cから950°C(1500°Fから1750°F)の間です。
焼き入れ:最大の強度を得るため
焼き入れは、鋼を内部結晶構造がオーステナイトと呼ばれる相に変化する温度まで加熱し、その後急速に冷却(焼き入れ)して、非常に硬く脆いマルテンサイトと呼ばれる構造を固定するプロセスです。
この「オーステナイト化」温度は、通常790°Cから850°C(1450°Fから1560°F)の間です。
焼き戻し:脆性を低減するため
焼き入れ直後の部品は、実用には脆すぎる場合が多いです。焼き戻しは、硬度をわずかに低下させることで靭性を向上させる二次的な低温処理です。
温度は精密に制御され、硬度と靭性の望ましいバランスに応じて、150°Cから650°C(300°Fから1200°F)の範囲に及ぶことがあります。
避けるべき一般的な落とし穴
正しい特性を達成するには、目標温度に到達するだけでは不十分です。プロセス全体を誤解すると、部品の破損につながります。
「保持時間」の重要性
単に目標温度に到達するだけでは不十分です。材料は、表面から中心まで、部品全体が望ましい変態を経験するのに十分な時間、その温度で保持される必要があります。このプロセスを保持と呼びます。
冷却速度も同様に重要
加熱後の材料の冷却速度は、加熱温度自体と同じくらい重要です。
焼き入れには水や油での急速な冷却が必要ですが、アニーリングには炉内での非常にゆっくりとした冷却が必要です。誤った冷却速度は、加熱サイクルの効果を完全に打ち消してしまいます。
温度を推測してはならない
25〜50度のわずかな温度の誤りでも部品を台無しにする可能性があります。過熱は過剰な結晶粒成長を引き起こし、部品を弱くすることがあります。加熱不足は不完全な変態を引き起こし、望ましい硬度を達成できません。
用途に応じた正しい温度の決定
正しい温度を見つけるには、まず材料と目的を定義する必要があります。
- 機械加工を容易にするために鋼を軟化させるのが主な目的の場合(アニーリング): 高温、通常は800°C以上を使用し、その後非常にゆっくりとした冷却期間を設けます。
- 鋼部品を可能な限り硬くするのが主な目的の場合(焼き入れ): 材料を特定のオーステナイト化温度まで加熱し、その後急速に冷却する必要があります。
- すでに硬化した部品の靭性を高めるのが主な目的の場合(焼き戻し): 硬度と脆性のバランスを慎重に調整するために、正確な、はるかに低い温度を使用します。
正確で安全かつ成功した熱処理を確実にするために、常に材料の特定のデータシートを参照してください。
要約表:
| プロセス | 目的 | 一般的な温度範囲(鋼の場合) |
|---|---|---|
| アニーリング(焼鈍) | 軟化、応力除去 | 815°C - 950°C (1500°F - 1750°F) |
| 焼き入れ | 強度/硬度を最大化 | 790°C - 850°C (1450°F - 1560°F) |
| 焼き戻し | 脆性を低減、靭性を向上 | 150°C - 650°C (300°F - 1200°F) |
正確で再現性のある熱処理結果を達成する
熱処理の複雑さを乗り越えるには、知識だけでなく、適切な設備が必要です。炉の精密な温度制御、均一な加熱、信頼性の高い性能は、バッチごとに望ましい材料特性を達成するために不可欠です。
KINTEKは、熱処理プロセスの厳しい要求を満たすように設計された高品質のラボ用炉および機器を専門としています。 アニーリング、焼き入れ、焼き戻しのいずれを行う場合でも、当社のソリューションは、お客様のラボが必要とする精度と一貫性を提供します。
お客様のラボの成功を支援させてください。 今すぐ当社の専門家にお問い合わせください。お客様の特定の用途について話し合い、材料とプロセスに最適な炉を見つけます。
ビジュアルガイド