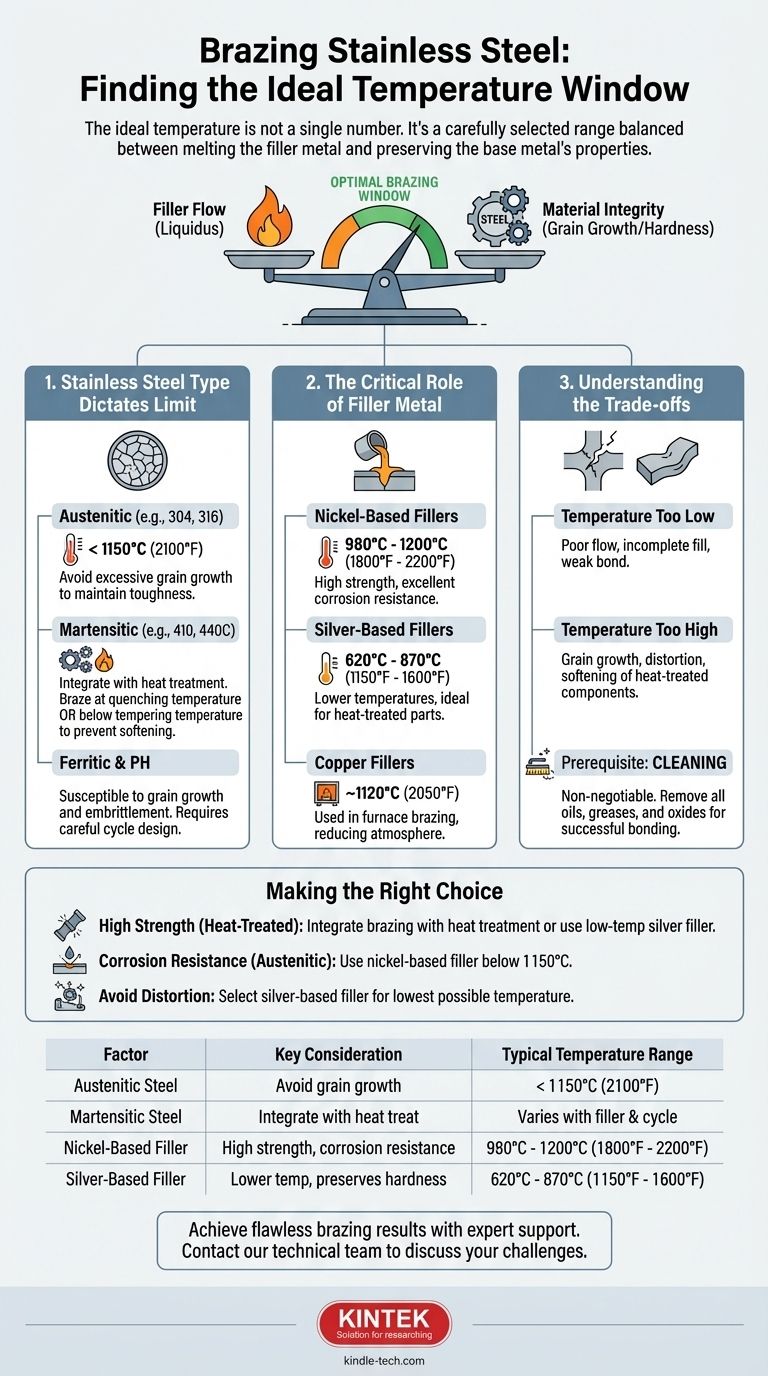
ステンレス鋼の理想的なろう付け温度は単一の数値ではありません。これは、接合するステンレス鋼の特定の種類、ろう材の組成、およびアセンブリに求められる最終特性という3つの重要な要素によって決定される、慎重に選択された範囲です。適切な温度を選択することは、母材の完全性を損なうことなく強力な接合を確保するためのバランスを取る作業です。
ステンレス鋼のろう付けにおける中心的な課題は、ろう材が適切に流れるのに十分な高温でありながら、鋼の冶金構造や機械的特性を損傷するのを避けるのに十分な低温を見つけることです。この温度は固定定数ではなく、材料の関数です。
ステンレス鋼の種類が温度を決定する理由
ステンレス鋼の異なるファミリーは、熱に対して大きく異なる反応をします。不適切な熱サイクルを適用すると、ろう付けされた接合部自体は健全に見えても、材料が永続的に弱くなる可能性があります。
オーステナイト系ステンレス鋼(例:304、316)のろう付け
オーステナイト系鋼は最も一般的で、一般的に寛容です。ただし、これらには上限温度があります。
主な制約は過度の粒成長を防ぐことであり、これは鋼の靭性と延性を低下させる可能性があります。このため、ろう付け温度は1150°C(2100°F)を超えてはなりません。
マルテンサイト系ステンレス鋼(例:410、440C)のろう付け
これらは硬化可能な鋼であり、その特性は熱処理に大きく依存します。ろう付けを成功させるには、この熱処理と統合する必要があります。
主な戦略は2つあります。
- 焼入れ温度でのろう付け: 鋼のオーステナイト化(焼入れ)温度でろう材が流動するようにして、ろう付けと硬化の工程を組み合わせます。
- 焼戻し温度以下でのろう付け: 部品がすでに硬化・焼戻しされている場合は、低温のろう材を使用する必要があります。硬度の低下と損失を防ぐために、ろう付け温度は最終的な焼戻し温度よりも低く維持する必要があります。
フェライト系鋼およびPH鋼のろう付け
フェライト系鋼(例:430)も高温で粒成長の影響を受けやすく、これが著しい脆化を引き起こす可能性があります。
析出硬化(PH)鋼(例:17-4 PH)は、マルテンサイト系グレードと同様の挙動を示します。ろう付けの熱サイクルは、要求される強度を達成するために、鋼の特定の時効処理および固溶化処理サイクルと互換性があるように注意深く設計する必要があります。
ろう材の重要な役割
ろう材は、温度方程式のもう一方の半分です。ろう材が毛細管現象によって接合部に流れ込むためには、ろう付けプロセスはろう材の液相線温度(完全に溶融する点)よりも高い温度で行われる必要があります。
一般的なろう材のファミリー
- ニッケル基ろう材: これらは、高い強度と優れた耐食性のため、ステンレス鋼で非常によく使用されます。これらは通常、ろう付け温度が高く、多くの場合980°C~1200°C(1800°F~2200°F)の範囲を必要とします。
- 銀基ろう材: 銀ろうとも呼ばれ、これらの合金ははるかに低いろう付け温度、通常は620°C~870°C(1150°F~1600°F)を可能にします。硬度の維持が重要な熱処理部品に最適です。
- 銅ろう材: 純銅は、還元雰囲気下での炉ろう付けでよく使用されます。これには通常、約1120°C(2050°F)の高い温度が必要です。
トレードオフの理解
温度の選択はリスク管理に関するものです。最適な範囲からどちらかの方向に逸脱すると、失敗につながります。
温度が低すぎる場合の結果
選択したろう材に対して温度が十分に高くない場合、結果は不十分になります。ろう材が適切に溶融して流れず、接合部の充填が不完全になり、母材への「ぬれ性」が悪くなり、弱く信頼性の低い結合になります。
温度が高すぎる場合の結果
適切な温度を超えると、多くの場合、より危険になります。これには、過度の粒成長、部品の変形、または熱処理された部品の軟化など、ステンレス鋼に不可逆的な損傷を与える可能性があります。
譲れない前提条件:清浄度
いかなる温度やろう材も、汚染された表面を補うことはできません。ステンレス鋼は受動的で透明な酸化膜を形成し、これは除去する必要があります。ろう付けの直前に、すべての油分、グリース、酸化物を接合面から徹底的に清掃し、ろう材が母材と接合できるようにする必要があります。
目的に合った正しい選択をする
ろう付け温度は、まず材料と完成部品の主な目的を定義することによって選択します。
- 熱処理された部品の高い強度を最優先する場合: 焼入れ温度でろう付けするか、焼戻し温度よりも低い低温の銀ろう材を使用することによって、ろう付けサイクルを熱処理と統合する必要があります。
- 耐食性と一般用途(オーステナイト系鋼)を最優先する場合: ニッケル基ろう材を選択し、1150°C(2100°F)の粒成長限界を十分に下回る範囲でろう付けします。
- 歪みや熱による敏感なアセンブリへの損傷を避けることを最優先する場合: 可能な限り最低温度でろう付けを行うために、銀基ろう材を選択します。
これらの支配的な原理を理解することにより、材料と用途に特化した信頼性の高いろう付けプロセスを設計できます。
要約表:
| 要素 | 主な考慮事項 | 一般的な温度範囲 |
|---|---|---|
| オーステナイト系鋼(304、316) | 粒成長の回避 | < 1150°C (2100°F) |
| マルテンサイト系鋼(410、440C) | 熱処理との統合 | ろう材と熱処理サイクルによって異なる |
| ニッケル基ろう材 | 高強度、耐食性 | 980°C - 1200°C (1800°F - 2200°F) |
| 銀基ろう材 | 低温、硬度の維持 | 620°C - 870°C (1150°F - 1600°F) |
専門家のサポートを受けて、完璧なステンレス鋼ろう付けの結果を実現しましょう。
ステンレス鋼のろう付けには、損傷を防ぎ接合部の完全性を確保するために、温度と雰囲気の正確な制御が必要です。KINTEKは、高温炉から表面処理材料まで、成功するろう付けプロセスに必要なラボ機器と消耗品の専門知識を有しています。
当社の専門知識を活用して、特定のステンレス鋼の種類と用途に最適な機器とパラメーターを選択してください。ろう付けの課題についてご相談いただき、強力で信頼性の高い接合を確保するために、今すぐ当社の技術チームにご連絡ください。
ビジュアルガイド