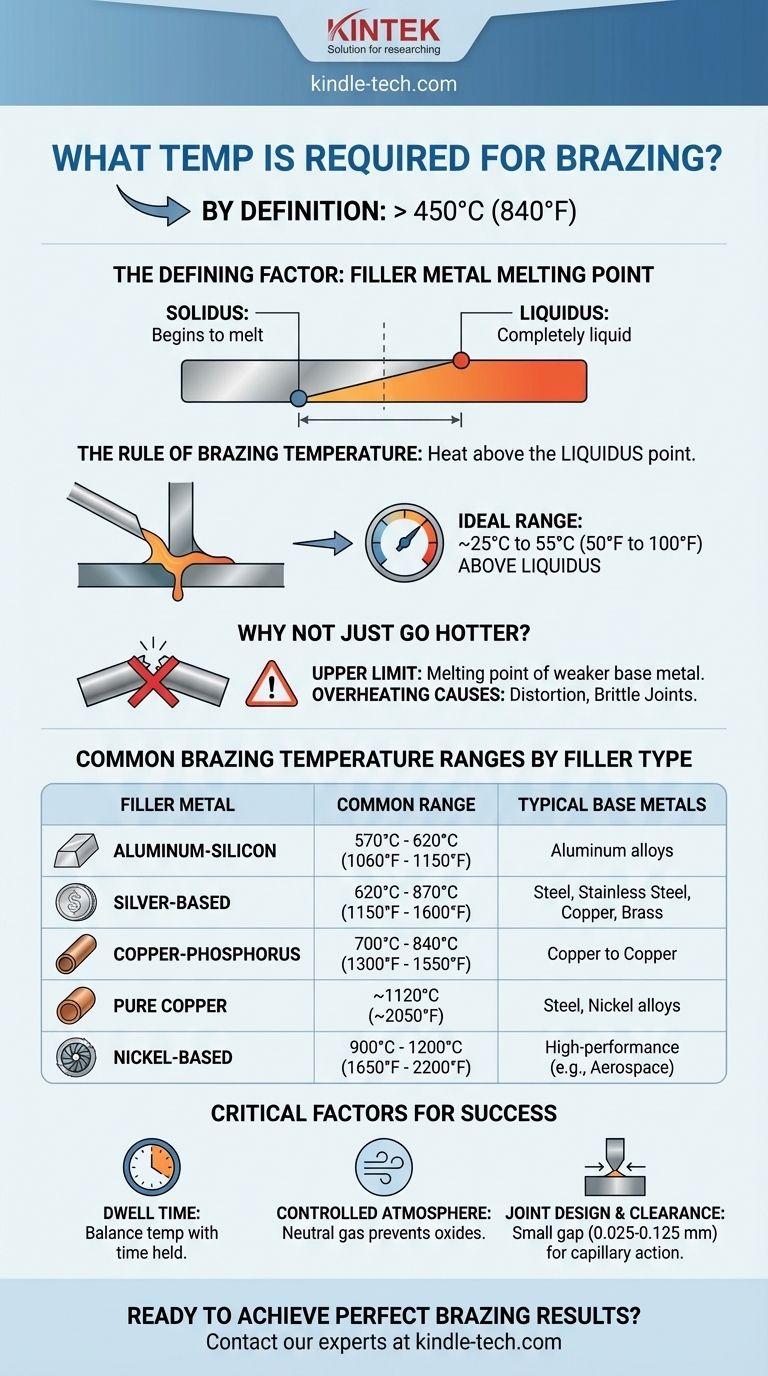
定義上、ろう付けは450°C(840°F)以上で行われる金属接合プロセスです。ただし、特定の作業に必要な正確な温度は単一の数値ではなく、使用する溶加材の融点によって完全に決定され、接合する母材の融点よりも常に低くなければなりません。
中心となる原則は、一般的な「ろう付け温度」を目指すのではなく、選択した溶加材の完全な融点よりわずかに高い温度にアセンブリを加熱することです。これにより、接合する部品を損傷することなく、溶加材が適切に流れることが保証されます。
決定要因:溶加材の融点
ろう付けプロセス全体は、ろう付け合金としても知られる溶加材の特性を中心に展開されます。その挙動を理解することが、正しい温度を選択する鍵となります。
溶加材とは?
溶加材は、接合する母材よりも低い温度で溶融するように設計された合金です。溶融すると、毛細管現象によって密着した接合部に引き込まれ、冷却時に強力な冶金学的結合を形成します。
「液相線」と「固相線」温度
溶加材は、ある一つの温度で瞬時に溶融するわけではありません。2つの点によって定義される溶融範囲を持っています。
- 固相線:溶加材合金が溶融し始める温度。
- 液相線:溶加材合金が完全に液体になる温度。
ろう付け温度の法則
ろう付けを成功させるには、母材を溶加材の液相点より高い温度に加熱する必要があります。一般的な業界慣行では、溶加材が接合部全体に自由に素早く流れるように、プロセス温度を液相線温度より約25°C~55°C(50°F~100°F)高く設定します。

なぜ単に熱くしないのか?母材の役割
溶加材の液相線温度を超える必要がありますが、過度の熱は有害となる可能性があります。プロセスの上限温度は、常に2つの母材のうち弱い方の融点です。
母材の歪みを避ける
過熱は、母材の反り、弱化、または硬度などの重要な設計特性の喪失を引き起こす可能性があります。これは、薄い材料や以前に熱処理された部品を扱う場合に特に重要です。
望ましくない冶金学的変化の防止
過度の温度は、溶加材と母材の間に望ましくない相互作用を引き起こし、破損しやすい脆い接合部につながる可能性があります。目標はクリーンな結合であり、界面での完全な合金化ではありません。
溶加材の種類による一般的なろう付け温度範囲
必要な温度は、溶加材の組成によって大きく異なります。
アルミニウム-シリコン溶加材
これらはアルミニウム合金のろう付けに使用され、通常570°C~620°C(1060°F~1150°F)の範囲で動作します。一部のアルミニウム合金はこの範囲をわずかに超えると溶融し始めるため、これは狭い範囲です。
銀系溶加材
鋼、ステンレス鋼、銅、真鍮の接合に一般的に使用される銀合金は、幅広い温度範囲を提供します。通常、620°C~870°C(1150°F~1600°F)の間で動作します。
銅および銅-リン溶加材
純銅は、鋼やニッケル合金のろう付けに適した優れた高温溶加材であり、約1120°C(2050°F)の温度が必要です。銅-リン合金は、フラックスなしで銅同士を接合するために使用され、通常700°C~840°C(1300°F~1550°F)の低温で動作します。
ニッケル溶加材
航空宇宙産業など、優れた強度と耐食性を必要とする高性能アプリケーションには、ニッケル合金が使用されます。これらは非常に高い温度を必要とし、多くの場合900°C~1200°C(1650°F~2200°F)の範囲です。
トレードオフと重要な要因の理解
温度は主要なパラメータですが、単独で機能するわけではありません。ろう付けの成功は、いくつかの要因のバランスにかかっています。
温度と保持時間
保持時間とは、アセンブリをろう付け温度に保持する時間のことです。わずかに低い温度では、溶加材が接合部に完全に流れ込むことを確実にするためにより長い保持時間が必要になる場合があります。逆に、高い温度ではより短い時間で済む場合があります。
制御された雰囲気の重要性
ほとんどの高品質なろう付けでは、プロセスは酸素のない環境で行う必要があります。参考文献が示すように、非常に低い酸素と湿度の不活性ガス雰囲気(純粋な窒素など)が不可欠です。これにより、母材表面に酸化物が形成されるのを防ぎ、酸化物が形成されると溶加材の流れを阻害し、弱い結合を生み出すことになります。
接合部の設計とクリアランス
ろう付けは毛細管現象に依存しています。この物理現象は、2つの母材間の隙間が非常に小さい場合、通常0.025~0.125 mm(0.001~0.005インチ)の場合にのみ機能します。隙間が大きすぎると、温度制御がどれほど完璧であっても、溶加材は引き込まれません。
アプリケーションに適した選択を行う
正しいろう付け温度を決定するには、まず母材と性能要件に適した溶加材を選択する必要があります。
- 一般的な用途で鋼または銅を接合することが主な目的の場合:銀系溶加材が最良の選択肢であり、必要な温度は620°C~870°Cの範囲になります。
- 熱に敏感なアルミニウム部品の接合が主な目的の場合:低温アルミニウム-シリコン溶加材を使用し、570°C~620°Cの範囲で正確な制御を維持する必要があります。
- 要求の厳しい環境で高強度接合部を形成することが主な目的の場合:ニッケルまたは高温銅溶加材が必要であり、900°C以上に達する炉と制御された雰囲気が必要です。
最終的に、選択した溶加材と温度を一致させることが、成功し信頼性の高いろう付けの基盤となります。
要約表:
| 溶加材の種類 | 一般的なろう付け温度範囲 | 接合される典型的な母材 |
|---|---|---|
| アルミニウム-シリコン | 570°C - 620°C (1060°F - 1150°F) | アルミニウム合金 |
| 銀系 | 620°C - 870°C (1150°F - 1600°F) | 鋼、ステンレス鋼、銅、真鍮 |
| 銅-リン | 700°C - 840°C (1300°F - 1550°F) | 銅同士 |
| 純銅 | 約1120°C (約2050°F) | 鋼、ニッケル合金 |
| ニッケル系 | 900°C - 1200°C (1650°F - 2200°F) | 高性能アプリケーション(航空宇宙など) |
完璧なろう付け結果を達成する準備はできましたか?適切な温度は始まりに過ぎません。研究所や製造施設向けに、KINTEKは、一貫性のある強力で信頼性の高い接合部を常に確保するために必要な高品質のろう付け炉、制御雰囲気システム、および専門家によるサポートを提供します。
お客様の特定のろう付けアプリケーションと材料要件について話し合いましょう。 今すぐ当社の専門家にお問い合わせください。お客様のラボの金属接合の課題に最適なソリューションを見つけます。
ビジュアルガイド