本質的に、バーンアウトオーブンは、一つの主要な目的のために設計された特殊な高温炉です。それは、耐火鋳型からパターンモデルを完全に除去し、鋳造のための完璧な空洞を作り出すことです。バーンアウトサイクルとして知られるこの手順は、ジュエリーや歯科から航空宇宙や芸術に至る産業で使用されるインベストメント鋳造プロセスにおける重要な中間ステップです。これにより、パターンが痕跡を残さずに消え去り、溶融材料を受け入れる準備の整ったクリーンな鋳型が残ります。
バーンアウトオーブンの機能は、単なる溶解をはるかに超えています。パターンを除去し、鋳型を硬化させ、鋳造の準備を整えるために、正確な多段階の熱プログラムを実行します。これらすべてを、最終製品を台無しにする亀裂や残留物の発生を防ぎながら行います。

インベストメント鋳造におけるバーンアウトの役割
インベストメント鋳造は、高いディテールを持つ複雑な金属部品を作成するためのプロセスです。バーンアウトオーブンはこのプロセスの心臓部であり、パターンが詰め込まれた鋳型をすぐに使用できる容器へと変換します。
初期状態:インベストメントフラスク
プロセスはマスターパターンの作成から始まります。これは多くの場合、ワックスや特殊な3Dプリント可能な「鋳造可能」レジンで作られます。このパターンはインベストメントと呼ばれる石膏のようなスラリーで覆われます。硬化すると、パターンが内部に閉じ込められた固体ブロック(「フラスク」)が形成されます。
バーンアウトサイクル:単なる熱以上のもの
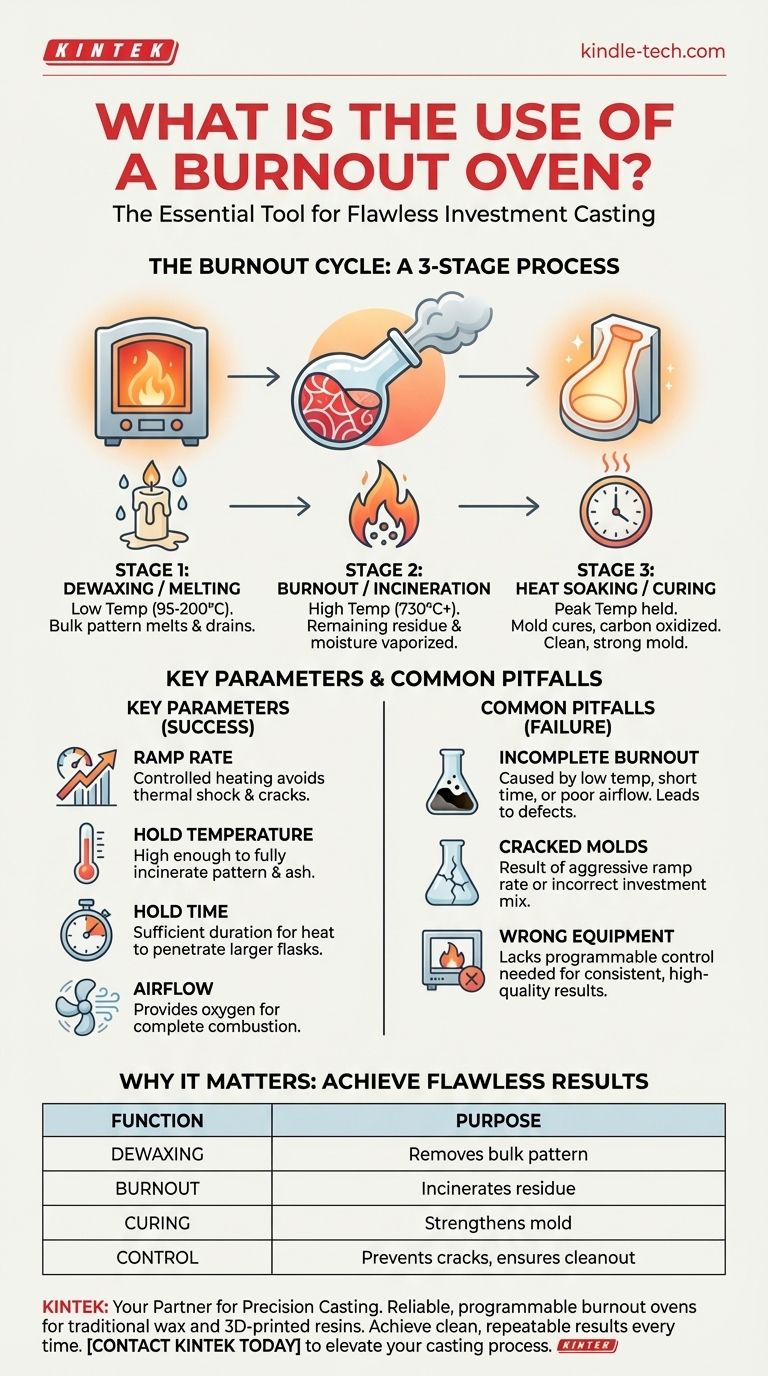
フラスクは逆さまにしてバーンアウトオーブンに入れられ、注意深く制御された加熱スケジュールが開始されます。これは単に温度を上げることではなく、多段階のプロセスです。
- 脱ろう/溶解: 低温(約200〜400°F / 95〜200°C)で、ワックスパターンの大部分が溶解し、フラスクから排出されます。
- バーンアウト/焼却: 温度が大幅に上昇する(多くの場合1350°F / 730°C以上)と、残りのワックスやレジンの残留物が完全に焼却されます。この段階で、インベストメント自体の残留水分も焼き切られます。
- ヒートソーキング/硬化: オーブンはこの最高温度で数時間保持されます。この「ヒートソーキング」により、熱が鋳型に完全に浸透し、すべての炭素残留物が酸化されて除去され、インベストメント材料が適切に硬化・強化されます。
クリーンなバーンアウトが不可欠な理由
目標は、鋳型内に完璧なネガティブスペースを作成することです。残留した灰、炭素残留物、または水分は、溶融金属が導入された際に、気孔率、粗い表面、または不完全な充填などの鋳造欠陥を引き起こします。
成功するバーンアウトの主要パラメータ
最新のバーンアウトオーブンは、加熱サイクルに対する正確な制御を可能にします。各パラメータは成功した結果にとって極めて重要です。
昇温速度(Ramp Rate)
昇温速度(ramp rate)は、オーブンの温度が上昇する速度です。温度が速すぎると、ワックスパターンの急速な膨張と蒸気の放出により熱衝撃が発生し、鋳造が始まる前にインベストメント鋳型がひび割れ、台無しになる可能性があります。
保持温度(Hold Temperature)
最高温度は、パターン材料を完全に焼却するのに十分な高さでなければなりません。従来のワックスは約1350°F (730°C)でクリーンに燃え尽きます。しかし、多くの最新の3Dプリントレジンは、灰の残留物を防ぐために異なる、より高い温度とより複雑なスケジュールを必要とします。
保持時間(Hold Time)
これはオーブンが最高温度に留まる時間です。保持時間はフラスクのサイズと厚さに依存します。より大きなフラスクは、熱が中心部に浸透し、すべての残留物を完全に除去するために、より長い保持時間を必要とします。
気流と換気
完全な焼却には酸素が必要です。適切なバーンアウトオーブンは、燃焼パターンによって生成されたヒュームを排出し、チャンバーに新鮮な酸素を供給するための気流を促進します。不十分な気流は、化学反応に必要な酸素が不足するため、不完全なバーンアウトの主な原因となります。
一般的な落とし穴の理解
正しいバーンアウトプロセスからの逸脱は、鋳造失敗の最も一般的な原因です。これらの落とし穴を理解することがトラブルシューティングの鍵となります。
不完全なバーンアウト
これは最も一般的な失敗です。温度が低すぎる、保持時間が短すぎる、または換気が不十分なことが原因です。結果として、鋳型キャビティ内に炭素残留物が残り、最終部品が多孔質になったり、汚染されたり、表面が粗くなったりします。
インベストメント鋳型のひび割れ
ひび割れは、ほぼ常にフラスクを速く加熱しすぎたこと(積極的な昇温速度)の結果です。パターンがインベストメントが収容できるよりも速く膨張し、鋳型を破壊します。また、インベストメントを混合する際の不適切な水と粉末の比率によっても引き起こされる可能性があります。
不適切な機器の選択
基本的なキルンでも熱を発生させることはできますが、真のバーンアウトオーブンはプログラム可能な制御を提供します。正確な昇温速度、保持温度、保持時間を設定できる能力は贅沢ではなく、プロのジュエリー、歯科、産業用途で要求される再現性の高い高品質の結果を達成するために不可欠です。
あなたの目標に合った選択をする
あなたのバーンアウト戦略は、あなたのパターン材料と望ましい結果と一致している必要があります。
- 従来のワックス鋳造に主に焦点を当てる場合: 最高温度約1350°F (730°C)の標準的な単一プラトーバーンアウトスケジュールが信頼できる基準となります。
- 3Dプリントレジンの鋳造に主に焦点を当てる場合: レジンは異なる膨張を示し、クリーンに燃え尽きるためにはより慎重な管理が必要なため、レジンメーカーが推奨する特定の、多くの場合多段階のバーンアウトスケジュールに従う必要があります。
- 鋳造欠陥を経験している場合: まず、バーンアウトサイクルを再評価してください。保持時間がフラスクサイズに対して十分であることを確認し、不完全なバーンアウトが失敗の最も一般的な原因であるため、オーブンに十分な気流があることを確認してください。
結局のところ、バーンアウトオーブンを習得することは、すべての成功した鋳造が築かれる基盤を習得することです。
要約表:
| バーンアウトオーブンの主要機能 | 目的 |
|---|---|
| 脱ろう/溶解 | 主要なパターン材料(ワックス/レジン)を除去する |
| バーンアウト/焼却 | 高温で残留物を焼却する |
| ヒートソーキング/硬化 | インベストメント鋳型を硬化・強化する |
| 正確な温度制御 | 鋳型クラックを防ぎ、完全なバーンアウトを保証する |
| 適切な気流 | 残留物の完全な焼却に必要な酸素を供給する |
適切な機器で欠陥のない鋳造結果を達成しましょう。
適切に実行されたバーンアウトサイクルは、気孔率や粗い表面などの欠陥を除去し、成功する鋳造の基盤となります。KINTEKは、宝石商、歯科技師、産業鋳造専門家の正確なニーズに合わせて設計された、信頼性の高いプログラム可能なバーンアウトオーブンを提供し、ラボ機器と消耗品を専門としています。
この重要なステップの習得をお手伝いさせてください。 私たちの専門知識により、従来のワックスから最新の3Dプリントレジンまで、特定のパターン材料に最適なオーブンを入手でき、毎回クリーンで再現性のある結果を保証します。
バーンアウトオーブンの要件についてご相談いただき、鋳造プロセスを向上させるために今すぐKINTEKにご連絡ください。
ビジュアルガイド