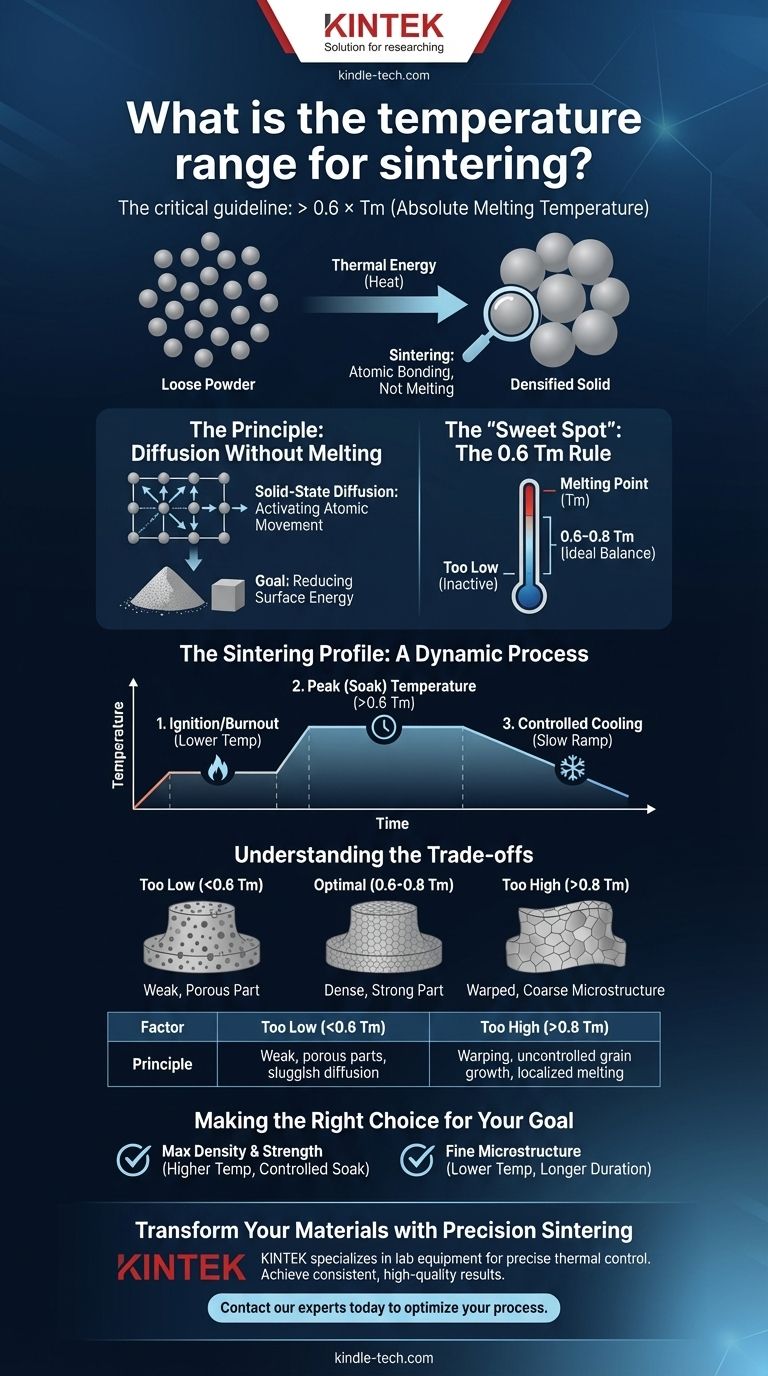
材料科学において、焼結の温度範囲は単一ではなく、処理される特定の材料に完全に依存します。重要なガイドラインは、焼結が材料の絶対融点(Tm)の約0.6倍以上の温度で起こるということです。これにより、材料が液体になることなく、原子が結合するのに十分な移動性を持つことが保証されます。
焼結は溶融ではありません。これは、慎重に制御された高温を使用して固体粒子を結合させ、粒子間の空隙を減らすことで密度と強度を高める熱プロセスです。正しい温度とは、変形や液化を引き起こすことなく、この原子の動きを効率的に活性化させる温度です。
原理:溶融させない拡散
焼結は、原子を移動可能にするのに十分な熱エネルギーを供給することによって機能します。これにより、原子は個々の粉末粒子の境界を越えて移動し、微視的なスケールで効果的に結合します。
原子の動きの活性化
熱は、材料の結晶格子内の原子が「ジャンプ」してある位置から別の位置へ移動するのに必要なエネルギーを与えます。固相拡散として知られるこのプロセスは、焼結の根底にある基本的なメカニズムです。十分な熱がなければ、原子は所定の位置に固定されたままであり、結合は起こりません。
目標:表面エネルギーの削減
微細な粉末の山は、膨大な量の表面積を持っています。この粉末成形体を含む自然界のすべてのシステムは、より低いエネルギー状態を求めます。粒子が結合し、それらの間の隙間を減らすことによって、総表面積が劇的に減少し、密な固体としてより安定した低エネルギーの構成を実現します。
「スイートスポット」:0.6 Tmルール
少なくとも0.6 Tm(しばしば0.8 Tmまで)の温度を使用するという経験則は、理想的なバランスを表しています。これは、迅速な原子拡散を可能にするのに十分なほど高温ですが、融点より安全に低く保たれるため、部品が緻密化する間も形状を維持します。
単一温度を超えて:焼結プロファイル
工業および実験室の環境では、焼結は単一の静的な温度ではありません。高品質な最終製品を保証するためのいくつかの主要な制御点を持つ動的な熱プロファイルです。
着火または焼却温度
多くのプロセスでは、初期の加熱段階で、粉末と混合されたバインダー、潤滑剤、またはその他の有機添加物を焼き払います。これは、最終部品の欠陥を防ぐために、ゆっくりと低温で行う必要があります。鉱石のような一部の材料では、これがプロセスを開始する「着火温度」です。
ピーク(保持)温度
これが主要な焼結温度であり、部品が特定の期間保持される「0.6 Tm以上」の段階です。この「保持」期間中に、拡散、結合、緻密化の大部分が行われます。正確な温度と時間が、部品の最終密度を決定します。
制御された冷却
冷却速度は、加熱と同じくらい重要です。急激な冷却は熱衝撃を引き起こし、亀裂や内部応力を生じさせる可能性があります。制御された冷却ランプは、最終部品が安定して強力であることを保証するのに役立ちます。これが、連続工業炉で「終了温度」や「排気ガス温度」などの要因が監視される理由です。
トレードオフの理解
間違った温度を選択すると、最終製品に直接的かつ重大な影響が出ます。精度はオプションではなく、成功に不可欠です。
低すぎる焼結
温度が低すぎる場合(例:0.5 Tm未満)、原子拡散は遅く不完全になります。これにより、不十分な固化が生じ、多孔質で機械的に弱い部品となり、性能仕様を満たせなくなります。
高すぎる焼結
最適な温度を超えると、たとえそれが完全な融点以下であっても危険です。これは制御不能な粒成長につながる可能性があり、小さな結晶粒が大きな結晶粒に吸収され、しばしば脆い粗い微細構造が形成されます。最悪の場合、局所的な溶融が発生し、部品がたるんだり、反ったり、意図した形状を完全に失ったりする可能性があります。
目標に合った適切な選択をする
最適な焼結温度は、材料と望む結果の関数です。以下の原則をガイドとして使用してください。
- 最大の密度と強度を達成することが主な焦点である場合:材料の焼結範囲の上限近くで操作し、過度の粒成長を引き起こすことなく完全な固化を達成するために保持時間を慎重に制御する必要があります。
- 特定の特性(硬度など)のために微細な結晶粒構造を維持することが主な焦点である場合:より長い期間、より低い保持温度がより良い戦略となる可能性があり、緻密化と粒粗大化の防止のバランスを取ります。
- 新しい材料または複合材料を扱っている場合:主要な成分に対して0.6-0.8 * Tmの経験則から始め、特定の目標に対する理想的な温度プロファイルをマッピングするために体系的な実験を実施してください。
熱プロファイルをマスターすることが、ルーズな粉末を高性能なエンジニアリング部品に変える鍵です。

要約表:
| 要因 | 主要な考慮事項 |
|---|---|
| 基本原則 | 焼結は0.6から0.8 Tm(絶対融点)で起こります。 |
| 低すぎる場合(<0.6 Tm) | 原子拡散が不十分なため、弱く多孔質な部品になります。 |
| 高すぎる場合(>0.8 Tm) | 部品の反り、制御不能な粒成長、または局所的な溶融のリスクがあります。 |
| プロセス目標 | 最大強度/密度:高温。微細構造:低温/長時間。 |
精密焼結で材料を変革する
正しい焼結温度プロファイルを選択することは、部品に望ましい密度、強度、微細構造を達成するために不可欠です。成功と失敗の差は、しばしば正確な温度制御にかかっています。
KINTEKは、このプロセスを習得するために必要な実験室設備と消耗品を専門としています。当社の炉と専門知識は、お客様をサポートします:
- 温度ランプ、保持時間、冷却速度を正確に制御します。
- 新しい材料の理想的な焼結プロファイルを決定するために効率的に実験します。
- バッチごとに一貫した高品質の結果を達成します。
焼結プロセスを最適化し、より強く、より信頼性の高い部品を作成する準備はできていますか? 今すぐ当社の熱処理専門家にご連絡ください。お客様の特定の材料と用途の目標についてご相談ください。
ビジュアルガイド
関連製品
- 9MPa空気圧焼結炉(真空熱処理付)
- スパークプラズマ焼結炉 SPS炉
- 真空熱処理・モリブデン線焼結炉(真空焼結用)
- 小型真空熱処理・タングステン線焼結炉
- 歯科用ポーセレンジルコニア焼結セラミック真空プレス炉



















