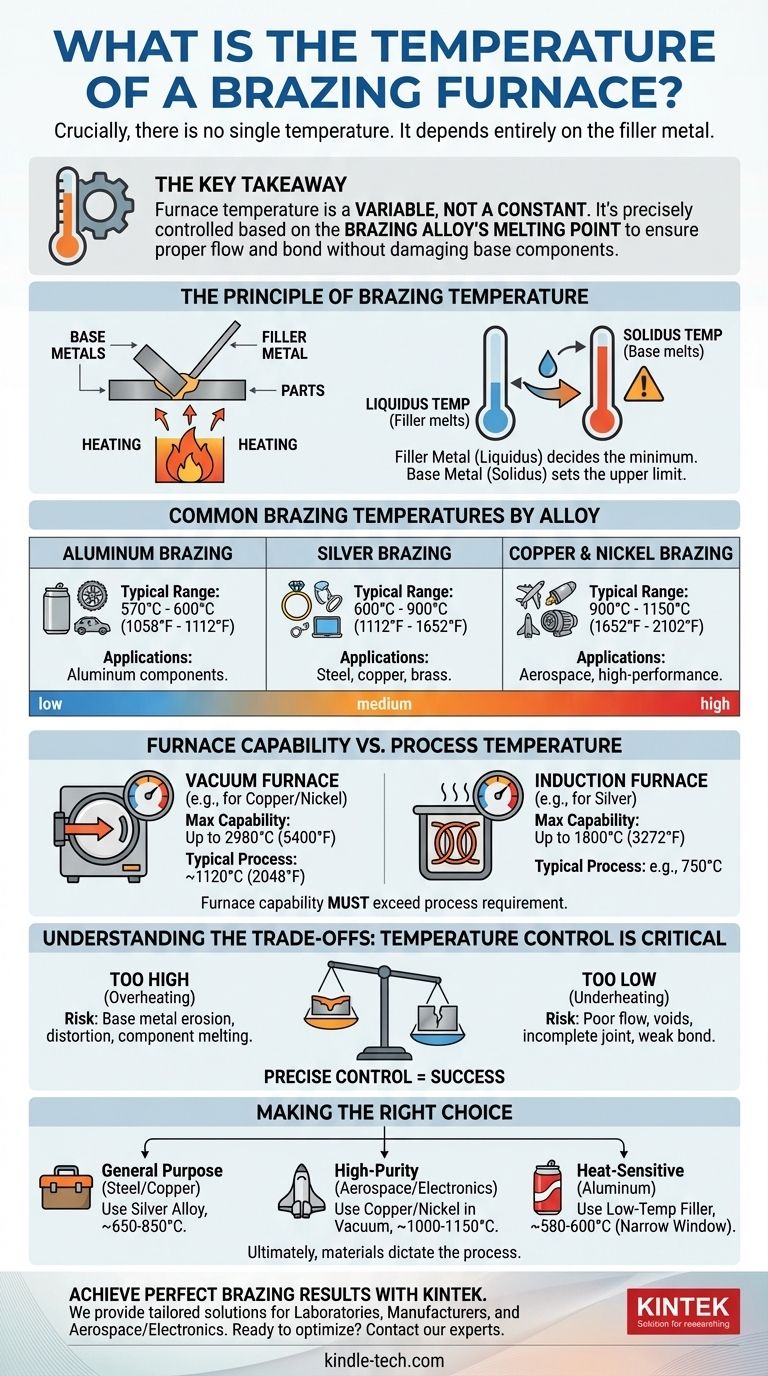
重要なことに、ろう付け炉に単一の温度はありません。 適切な運転温度は、使用される特定のフィラーメタルによって完全に決定されます。この温度は、フィラーメタルを溶かすのに十分な高さでなければなりませんが、母材の融点よりは低く、通常は450℃から1100℃超(842°Fから2012°F)の広い範囲に収まります。
重要なポイントは、炉の温度は定数ではなく変数であるということです。フィラーが適切に流れ、接合される部品を損傷することなく強力な接合を形成するように、ろう付け合金の融点に基づいて正確に制御されます。
ろう付け温度の原理
温度が変動する理由を理解するには、まずろう付けの基本原理を理解する必要があります。これは、フィラーメタルをその融点以上に加熱し、毛細管現象によって密接に嵌合する2つ以上の部品の間に分配する接合プロセスです。
フィラーメタルが決定要因
最も重要な要因は、ろう付けフィラーメタルの液相線温度、つまり完全に液体になる温度です。合金が接合部に完全に流れるのに十分な流動性を持つように、炉はこの点よりわずかに高い温度に設定する必要があります。
母材が上限を設定する
ろう付け温度は、接合される母材の固相線温度よりも常に安全に低くなければなりません。炉が熱すぎると、部品自体が溶け始め、部品の歪み、浸食、またはアセンブリの完全な破壊を引き起こします。

合金ごとの一般的なろう付け温度
必要な温度は、フィラーメタル合金の組成によって決まります。異なる合金は、母材との適合性、強度、コストに基づいて選択されます。
アルミニウムろう付け
アルミニウム部品の接合に使用されるこれらのフィラーメタルは、最も低い融点を持ちます。このプロセスには非常に正確な温度制御が必要です。
- 一般的な範囲: 570℃~600℃(1058°F~1112°F)
銀ろう付け
銀合金は用途が広く、鋼、銅、真鍮の接合に広く使用されています。これらは、強度と比較的低く管理しやすい融点のバランスが取れています。
- 一般的な範囲: 600℃~900℃(1112°F~1652°F)
銅およびニッケルろう付け
これらの高強度合金は、航空宇宙および高性能アプリケーションで一般的です。特に真空炉での鋼部品の銅ろう付けは、非常に一般的な産業プロセスです。
- 一般的な範囲: 900℃~1150℃(1652°F~2102°F)
炉の能力対プロセス温度
炉が達成できる最高温度と、プロセスが実行される温度とを混同しないことが重要です。炉は単なるツールであり、その能力はプロセスの要件を超える必要があります。
真空炉
特に銅合金やニッケル合金を使用する場合、酸化を防ぐために多くのろう付け操作が真空中で行われます。真空炉は最大2980℃(5400°F)で動作するように定格されているかもしれませんが、典型的な銅ろう付けサイクルは、約1120℃(2048°F)というはるかに低い温度で実行されます。
誘導炉
誘導加熱は、電磁コイルを使用して部品を急速に加熱します。誘導システムは1800℃(3272°F)に達する可能性がありますが、ろう付けの場合、その出力は、銀合金の750℃など、フィラー合金に必要とされる特定の温度を達成し維持するように慎重に制御されます。
トレードオフの理解:温度制御が重要
ろう付け接合の成功は、正確な熱管理にかかっています。目標温度からわずかでも逸脱すると、失敗につながる可能性があります。
過熱のリスク
温度を高く設定しすぎると、フィラーメタルが母材と激しく反応し、接合面が浸食される可能性があります。極端な温度では、部品自体を溶かすリスクがあります。
加熱不足のリスク
炉の温度が低すぎると、フィラーメタルが完全に液体になりません。毛細管現象による適切な流れがなくなり、ボイド、不完全な接合充填、弱く信頼性の低い接合につながります。
雰囲気の重要性
温度は方程式の一部にすぎません。ほとんどのろう付けプロセスでは、金属表面の酸化物(フィラーメタルの流れを妨げる)の生成を防ぐために、制御された雰囲気(真空やアルゴンなどの不活性ガス)が必要です。
目標に合った正しい選択をする
正しい温度設定は、材料と目標の直接的な関数です。
- 一般的なフィラーを使用して鋼部品または銅部品の接合を主な焦点とする場合: 銀合金を使用し、炉の温度を650℃~850℃の範囲に設定する可能性が高いです。
- 航空宇宙または電子機器向けの高純度接合を主な焦点とする場合: 真空炉と銅またはニッケル合金を使用し、1000℃~1150℃付近で正確な制御が必要になる可能性が高いです。
- 熱に敏感なアルミニウム部品の接合を主な焦点とする場合: 特殊な低温フィラーを使用し、約580℃~600℃の非常に狭い範囲で操作する必要があります。
結局のところ、成功するろう付けは、材料がプロセスを決定するということを理解することにかかっており、その逆ではありません。
要約表:
| ろう付け合金タイプ | 一般的な温度範囲(℃) | 一般的な温度範囲(°F) | 一般的な用途 |
|---|---|---|---|
| アルミニウムろう付け | 570℃ - 600℃ | 1058°F - 1112°F | アルミニウム部品 |
| 銀ろう付け | 600℃ - 900℃ | 1112°F - 1652°F | 鋼、銅、真鍮 |
| 銅およびニッケルろう付け | 900℃ - 1150℃ | 1652°F - 2102°F | 航空宇宙、高性能部品 |
KINTEKで完璧なろう付け結果を実現
正確な温度制御は、強固で信頼性の高いろう付け接合のために不可欠です。アルミニウム、銀、高温の銅およびニッケル合金のいずれを扱っている場合でも、KINTEKの高度なろう付け炉は、研究室や生産ラインが必要とする精度と一貫性を提供します。
当社は以下のようなカスタマイズされたソリューションを提供します。
- 研究開発およびプロトタイピングのための正確な熱サイクルを必要とする研究室
- 大量で再現性のあるろう付けプロセスを必要とする製造業者
- 真空炉技術を要求する航空宇宙および電子機器の用途
当社の装置は、母材を熱損傷から保護しながら、最適なフィラーメタルの流れと接合部の完全性を保証します。
ろう付けプロセスを最適化する準備はできましたか? 専門家にご相談ください、お客様の特定のアプリケーション要件について話し合い、KINTEKのラボ機器が接合能力をどのように向上させるかをご確認ください。
ビジュアルガイド
関連製品
- 1400℃実験室用石英管炉 アルミナチューブ付き管状炉
- 実験室マッフル炉 底部昇降式マッフル炉
- 1700℃実験室用石英管炉 アルミナチューブ付き管状炉
- 実験室用脱脂・予備焼結用高温マッフル炉
- 実験室用1800℃マッフル炉



















