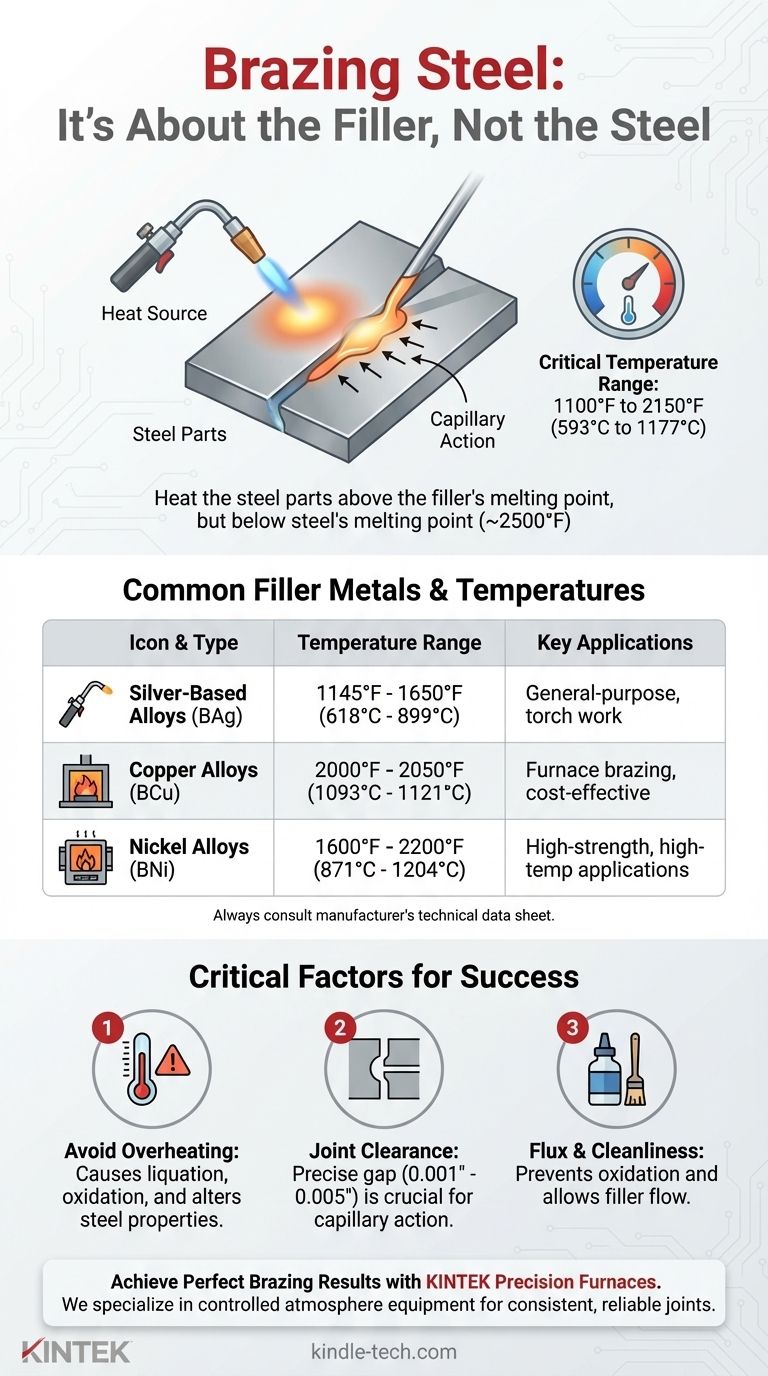
鋼のろう付けにおいて、重要な温度は鋼自体ではなく、使用する特定のろう材によって決まります。このプロセスでは、選択したろう付け合金の融点より高く、かつ鋼自体の融点より低い温度に鋼部品を加熱します。鋼の場合、この温度は通常、1100°F (593°C) から 2150°F (1177°C) の広い範囲に収まり、完全にろう材によって決定されます。
ろう付けの核心的な原則は、母材(鋼部品)を、接触時にろう材が溶けるのに十分な熱さになるまで加熱することです。目標は、溶融したろう材を毛細管現象によって接合部に引き込み、鋼を溶かすことなく強力な冶金学的結合を形成することです。
原則:鋼ではなく、ろう材が重要
ろう付けとは何か?
ろう付けは、840°F (450°C) 以上の温度で行われる接合プロセスです。重要なのは、この温度が接合される母材の固相線温度(溶け始める点)よりも低い必要があることです。
約2500°F (1370°C) で溶融する鋼の場合、ろう付けを行うための非常に広い温度範囲が提供されます。
ろう材の「作業範囲」
すべてのろう付け合金には、2つの温度によって定義される「作業範囲」があります。
- 固相線温度 (Solidus): 合金が溶け始める温度。
- 液相線温度 (Liquidus): 合金が完全に液体になる温度。
理想的なろう付け温度は、液相線温度よりわずかに高いです。これにより、合金が十分に流動的になり、迅速かつ完全に接合部に流れ込むことが保証されます。
熱と毛細管現象の仕組み
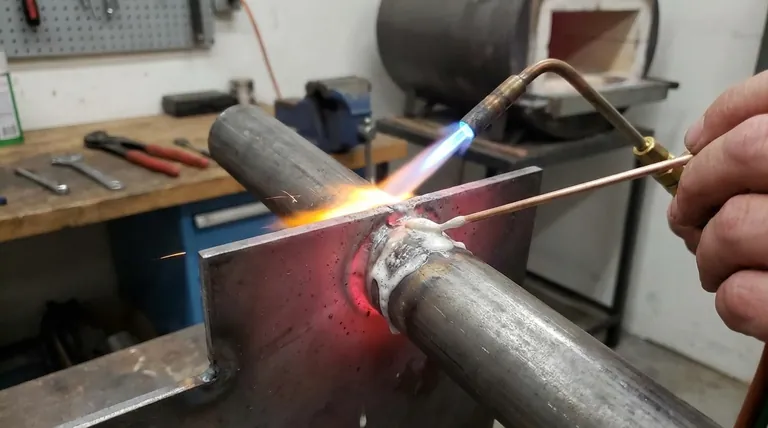
鋼部品は、全体的かつ均一に加熱する必要があります。鋼が適切な温度に達したら、ろう材を接合部に触れさせます。鋼からの熱がろう材を溶かし、溶融した合金が部品間の狭い空間に引き込まれます。
熱がろう材を引き込みます。一方の部品がもう一方よりも熱い場合、ろう材はより熱い領域に流れ、不完全な接合につながります。
鋼用一般的なろう材とその温度
選択する合金は、強度要件、使用条件、および母材によって異なります。正確な温度推奨については、常にメーカーの技術データシートを参照してください。
銀系合金 (BAgシリーズ)
これらは、強度、延性、および低い融点のため、汎用鋼ろう付けに最も一般的な合金です。
通常、1145°F~1650°F (618°C~899°C) の範囲でろう付けされます。低い加熱要件により、特にトーチを使用する場合に作業が容易になります。
銅合金 (BCuシリーズ)
純銅は、特に制御雰囲気炉ろう付けにおいて、鋼のろう付けに優れたろう材です。非常に流動性が高く、費用対効果に優れています。
純銅の一般的なろう付け温度は、2000°F~2050°F (1093°C~1121°C) です。
銅リン合金 (BCuPシリーズ)
これらの合金は、鋼やその他の鉄系金属のろう付けには使用しないでください。リンは鋼中の鉄と反応して、接合界面で脆いリン化物を形成し、壊滅的な接合不良につながる可能性があります。
ニッケルおよびコバルト合金 (BNi、BCoシリーズ)
優れた強度、耐食性、および高温での使用が要求される高性能用途、特にステンレス鋼に使用されます。
これらの合金は、多くの場合1600°F~2200°F (871°C~1204°C) という非常に高い温度を必要とし、ほとんどの場合、真空または雰囲気制御炉で使用されます。
トレードオフと重要な要素の理解
正しい温度を達成することは必要ですが、それだけでは十分ではありません。成功のためには、他のいくつかの要素も同様に重要です。
過熱の危険性
推奨温度を超えると、ろう材の成分が分離(液化)したり、フラックスが損傷したり、鋼がひどく酸化したり、あるいは鋼の冶金学的特性が変化(例えば、熱処理効果の喪失)したりする可能性があります。
加熱不足の問題
鋼が十分に熱くない場合、ろう材は適切に溶融して流れ込むことができません。表面に固まったり、接合部に浸透しなかったりして、構造的強度がない接合部になる可能性があります。
フラックスと清浄度の役割
鋼部品は、加熱前に機械的または化学的に洗浄する必要があります。温度が上がると、鋼の酸化を防ぐためにフラックスのコーティングが必要です。酸化はろう材の流れを妨げます。フラックスは、残っている表面酸化物を溶かすのにも役立ちます。
接合部のクリアランスは必須
ろう付けは毛細管現象に依存しており、これは2つの鋼部品間の隙間が正確である場合にのみ機能します。ほとんどの合金では、これは0.001~0.005インチ (0.025~0.127 mm) という非常に狭いクリアランスです。緩すぎたり、きつすぎたりすると、接合部は失敗します。
ろう付けを成功させる方法
ろう材の選択が、プロセス全体を決定する出発点となります。
- 主な焦点が一般的な修理またはアクセスしやすい製造である場合:カドミウムフリーの銀合金(BAgシリーズ)を選択してください。優れた強度と、トーチろう付けに適した寛容な低温適用範囲を提供します。
- 主な焦点が高強度または高温での使用である場合:ニッケル(BNi)または純銅(BCu)合金を検討してください。ただし、これらの要求の厳しいプロセスには通常、炉が必要であることを認識してください。
- ろう付け初心者である場合:最も貴重なツールは、選択したろう材の技術データシートです。正確な固相線/液相線温度と推奨フラックスが記載されています。
ろう材の特定の要件に焦点を当てることで、当て推量から予測可能で信頼性の高い接合プロセスへと移行できます。
要約表:
| ろう材の種類 | 一般的なろう付け温度範囲 (°F) | 一般的なろう付け温度範囲 (°C) | 主な用途 |
|---|---|---|---|
| 銀系合金 (BAg) | 1145°F - 1650°F | 618°C - 899°C | 汎用鋼ろう付け、トーチ作業 |
| 銅合金 (BCu) | 2000°F - 2050°F | 1093°C - 1121°C | 炉ろう付け、費用対効果の高い接合 |
| ニッケル合金 (BNi) | 1600°F - 2200°F | 871°C - 1204°C | 高強度、高温用途 |
KINTEKで完璧なろう付け結果を達成
鋼のろう付けプロセスを最適化したいとお考えですか?一般的な製造用の銀合金を使用する場合でも、高温用途用のニッケル合金を使用する場合でも、適切な設備は成功のために不可欠です。
KINTEKは、制御されたろう付けプロセス専用に設計された精密な実験用炉および加熱装置を専門としています。当社のソリューションは、正確な温度を維持し、均一な加熱を確保し、毎回強力で信頼性の高い接合部を実現するのに役立ちます。
当社は、金属接合作業において一貫した再現性のある結果を必要とする研究所や製造施設にサービスを提供しています。お客様の特定のろう材と用途要件に最適な炉の選択をお手伝いさせてください。
当社のろう付け装置がお客様の接合品質とプロセス効率をどのように向上させられるかについて、今すぐお問い合わせください:お問い合わせ
ビジュアルガイド