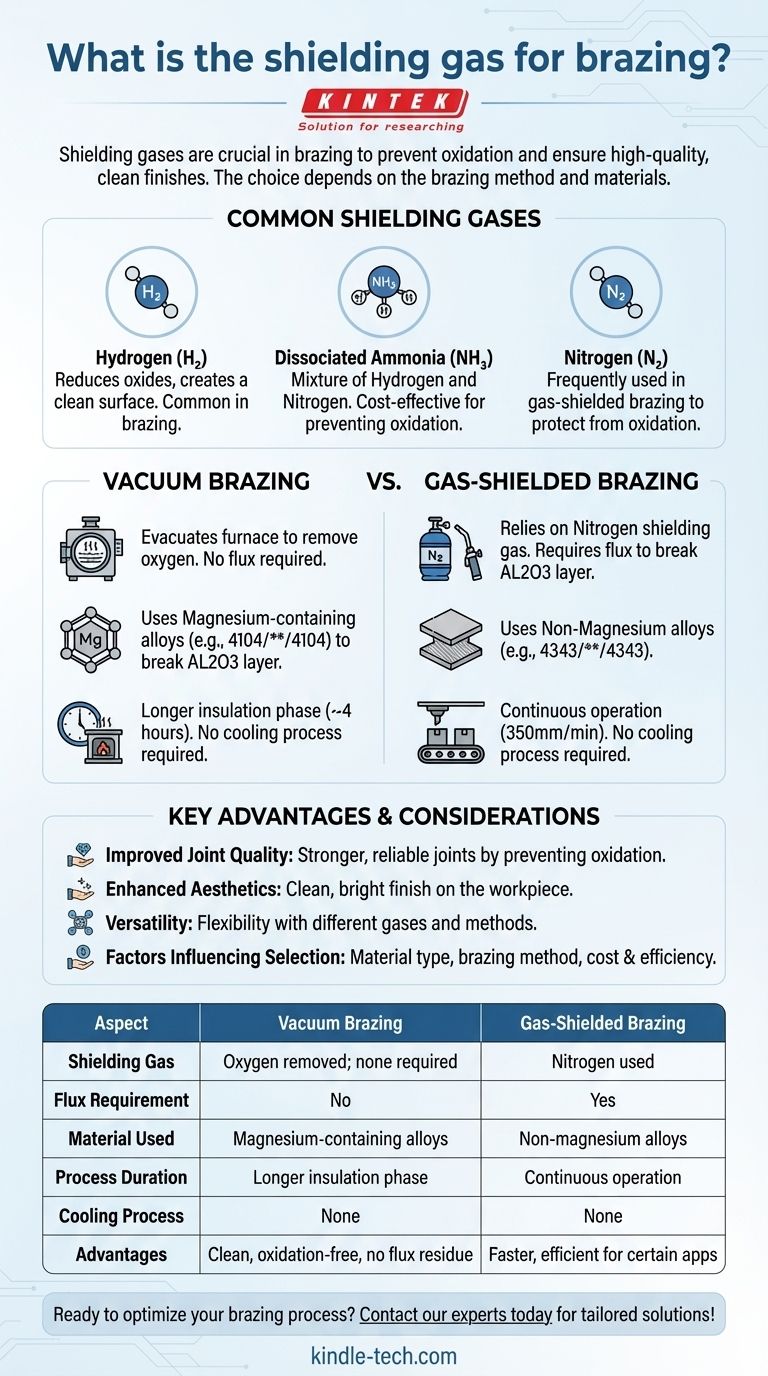
シールドガスは、ろう付けプロセスにおいて酸化を防ぎ、クリーンで高品質な仕上がりを確保するために重要な役割を果たします。シールドガスの選択は、ろう付け方法と関連する材料によって異なります。一般的なシールドガスには、水素、解離アンモニア、窒素があります。真空ろう付けでは酸素が完全に除去されますが、ガスシールドろう付けでは窒素とフラックスに依存して同様の結果を達成します。真空ろう付け用のマグネシウム含有合金や、ガスシールドろう付け用のフラックス依存合金など、材料の選択はシールドガスの有効性にさらに影響を与えます。これらの要因を理解することは、ろう付けの結果を最適化するために不可欠です。
主なポイントの説明:
-
ろう付けにおけるシールドガスの目的
- シールドガスは、ろう付け中に酸化、スケール、炭素の堆積(すす)を防ぐ不活性雰囲気を作り出すために使用されます。
- これにより、ワークピースにクリーンで明るい仕上がりが保証され、高品質なろう付け接合部を実現するために不可欠です。
-
一般的なシールドガス
- 水素:酸化物を還元し、クリーンな表面を作り出す能力があるため、ろう付けによく使用されます。
- 解離アンモニア:水素と窒素の混合物で、費用対効果と酸化防止能力のためによく使用されます。
- 窒素:ワークピースを酸化から保護するために、ガスシールドろう付けで頻繁に使用されます。
-
真空ろう付け vs. ガスシールドろう付け
-
真空ろう付け:
- 炉を排気して酸素やその他の反応性ガスを除去します。
- 真空環境が酸化のリスクを排除するため、フラックスは不要です。
- ワークピース表面のAL203層を破壊するために1.5%のマグネシウムを含む4104/****/4104二重複合材などの材料を使用します。
-
ガスシールドろう付け:
- ワークピースを保護するために窒素をシールドガスとして使用します。
- 使用される材料(例:4343/****/4343二重複合材)にはマグネシウムが含まれていないため、AL203層を破壊するためにフラックスの塗布が必要です。
-
真空ろう付け:
-
材料に関する考慮事項
- マグネシウム含有合金(例:4104/****/4104):真空ろう付けで使用され、マグネシウムがAL203層を破壊するのを助け、適切な接合を確実にします。
- 非マグネシウム合金(例:4343/****/4343):ガスシールドろう付けで使用され、これらの材料は同じ効果を達成するためにフラックスに依存します。
-
プロセスの違い
-
真空ろう付け:
- 均一な温度分布を確保するために、より長い保温期間(炉あたり約4時間)を伴います。
- ろう付け後の冷却プロセスは不要です。
-
ガスシールドろう付け:
- 350mm/分の速度で連続的に稼働します。
- 真空や冷却プロセスが不要なため、特定の用途ではより高速で効率的です。
-
真空ろう付け:
-
シールドガスの利点
- 接合品質の向上:シールドガスは酸化を防ぎ、より強く信頼性の高いろう付け接合部につながります。
- 美観の向上:不活性ガスの使用により、ワークピースにクリーンで明るい仕上がりが得られます。
- 汎用性:異なるガスと方法(真空 vs. ガスシールド)により、さまざまなろう付けの課題に対処する柔軟性が得られます。
-
ガス選択に影響を与える要因
- 材料の種類:シールドガスの選択は、ろう付けされる合金とその特定の要件(例:マグネシウム含有量)に依存します。
- ろう付け方法:真空ろう付けとガスシールドろう付けには、明確なガス要件があります。
- コストと効率:解離アンモニアは費用対効果のために選択されることが多く、窒素はガスシールドろう付けにおける入手可能性と使いやすさのために好まれます。
シールドガスの役割と、異なるろう付けプロセスにおけるその適用を理解することで、製造業者は優れた結果を達成するためにその操作を最適化することができます。ガス、材料、および方法の選択は、ワークピースの特定の要件と望ましい結果に合致する必要があります。

要約表:
| 側面 | 真空ろう付け | ガスシールドろう付け |
|---|---|---|
| シールドガス | 酸素は完全に除去されます。シールドガスは不要です。 | 窒素がシールドガスとして使用されます。 |
| フラックス要件 | フラックスは不要です。 | AL203層を破壊するためにフラックスが必要です。 |
| 使用材料 | マグネシウム含有合金(例:4104/****/4104) | 非マグネシウム合金(例:4343/****/4343) |
| プロセス期間 | より長い保温期間(炉あたり約4時間) | 350mm/分で連続稼働 |
| 冷却プロセス | 冷却は不要です。 | 冷却は不要です。 |
| 利点 | クリーンで酸化のない接合部;フラックス残渣なし | 特定の用途ではより高速で効率的 |
ろう付けプロセスを最適化する準備はできていますか? 今すぐ専門家にご連絡ください。オーダーメイドのソリューションを提供します!
ビジュアルガイド