ろう付け熱処理は、制御された環境で金属を加熱し、母材金属よりも低い温度で溶融するろう材を使用して金属を接合するプロセスです。この溶融したろう材は、毛細管現象によって密着した接合部に引き込まれ、冷却・凝固すると強固でクリーンな永久的な冶金結合を形成します。このプロセスは、最高の純度と接合部の完全性を確保するために、しばしば真空中で行われます。
ろう付けの本質的な原理は、接合する部品を溶融させるのではなく、その間に流れる別のろう材を溶融させることです。これにより、母材の完全性を歪ませたり損なったりすることなく、強力な結合が生まれます。
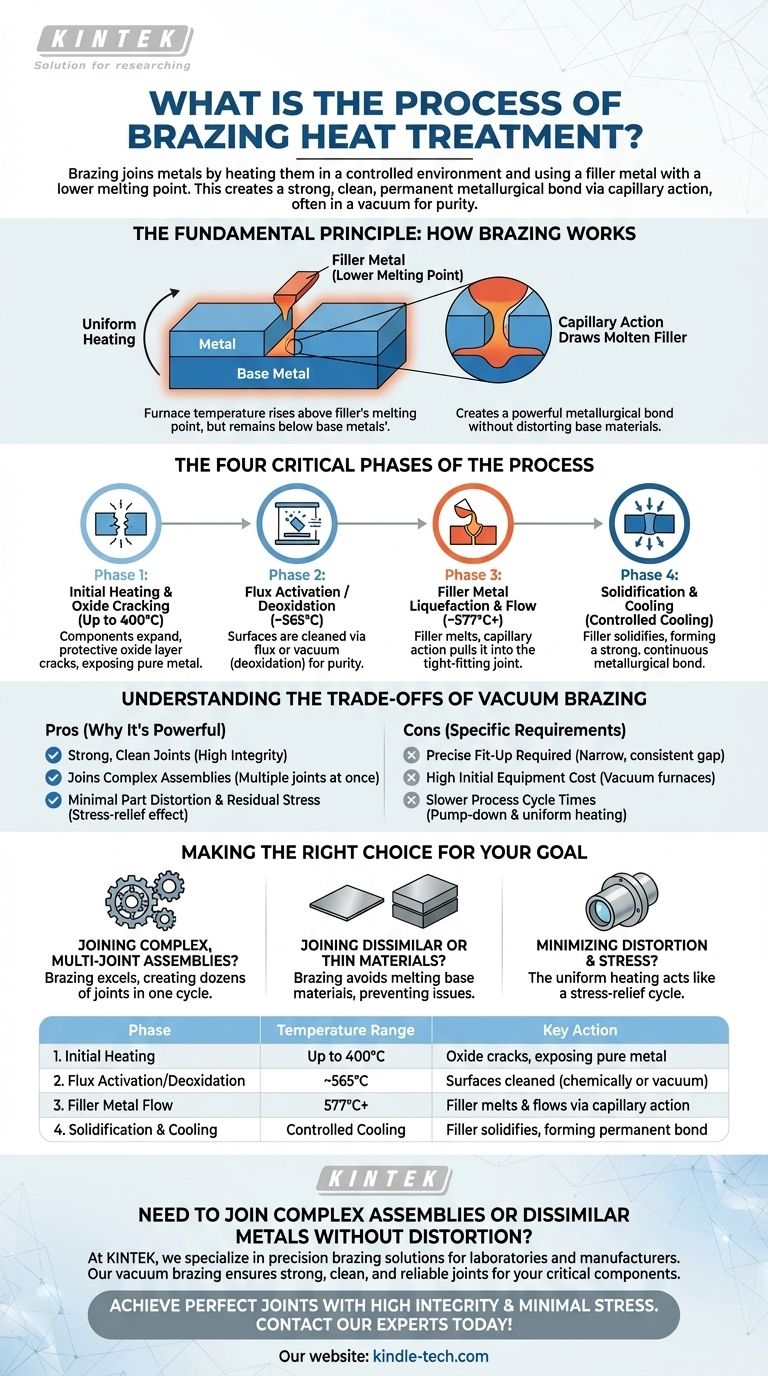
基本的な原理:ろう付けの仕組み
ろう付けは、溶接やはんだ付けとは異なるいくつかの重要な原理に基づいて機能します。これらの基本を理解することは、その価値を認識するために不可欠です。
母材金属の融点以下での加熱
接合する部品とろう材を含むアセンブリ全体が均一に加熱されます。重要なのは、炉の温度がろう材の融点より上昇する一方で、母材金属の融点よりは安全に低いままであることです。
ろう材の重要な役割
母材に合わせて、特殊なろう付け合金、つまりろう材が選定されます。このろう材は、接合する部品よりも正確に低い温度で溶融するように設計されています。
毛細管現象が原動力
ろう材が溶融すると、液体となり、自然にワークピース間の狭い隙間に引き込まれます。この毛細管現象として知られる現象により、接合部全体が完全に均一に満たされます。
冶金結合の形成
アセンブリが冷却されると、ろう材は凝固します。単に接着剤として機能するだけでなく、母材の表面にわずかに拡散し、材料自体と同じくらい強力な、強固で永久的な冶金結合を形成します。

プロセスの4つの重要な段階
原理は単純ですが、その実行は精密で多段階の熱プロセスです。一般的な例としてアルミニウムろう付けを用いると、各段階は温度によって明確に定義されます。
フェーズ1:初期加熱と酸化膜の亀裂(400°Cまで)
部品が加熱されると、異なる速度で膨張します。この差動膨張により、金属表面の脆い保護酸化膜(酸化アルミニウムなど)がひび割れて分解し、その下の純粋な金属が露出します。
フェーズ2:フラックス活性化または脱酸(約565°C)
従来のろう付けでは、この段階で化学フラックスが溶融して表面を洗浄します。真空ろう付けでは、この段階で高温と低圧環境が連携して、化学的な助けなしに金属を脱酸し、汚染物質を除去します。
フェーズ3:ろう材の液化と流動(約577°C以上)
これが主要なイベントです。炉の温度がろう材の融点を超え、ろう材が液体になります。直ちに、毛細管現象が溶融した合金をワークピース間の準備された接合部に引き込みます。
フェーズ4:凝固と冷却
ろう付け温度で一定時間保持し、完全な流動を確保した後、アセンブリは慎重に冷却されます。ろう材が凝固し、最終的なクリーンで連続的なろう付け接合が形成されます。
真空ろう付けのトレードオフを理解する
強力な真空ろう付けですが、万能な解決策ではありません。その有効性は、特定の要件と限界を理解することにかかっています。
精密な嵌合の必要性
ろう付けは完全に毛細管現象に依存しています。これは、接合する部品間の隙間が非常に小さく、一貫している必要があり、しばしば数千分の1インチ程度であることを意味します。嵌合が不十分だと、不完全または弱い接合になります。
高い初期設備コスト
真空炉と関連する制御システムは、かなりの設備投資を伴います。このため、このプロセスは、コストを償却できる高価値部品や大量生産に適しています。
プロセスサイクルタイムの遅延
深い真空への排気、均一な加熱、制御された冷却が必要なため、ろう付けのサイクルタイムは、手動溶接などのプロセスよりも一般的に長くなります。
目標に合った適切な選択をする
適切な接合プロセスを選択することは、アプリケーションの特定の要求に完全に依存します。
- 複雑な多関節アセンブリをきれいに接合することが主な焦点である場合: ろう付けは、単一の炉サイクルで数十または数百の接合部を同時に作成できるため、理想的です。
- 異種金属や非常に薄い材料を接合することが主な焦点である場合: ろう付けは、母材を溶融させないため、これらの材料の溶接を困難または不可能にする一般的な問題を回避できるため、優れています。
- 部品の歪みと残留応力を最小限に抑えることが主な焦点である場合: ろう付けプロセスの均一な加熱と冷却は、応力除去サイクルとして機能し、寸法的に安定し、応力のない最終部品をもたらします。
最終的に、ろう付けは、接合部の完全性、清浄度、材料の保存が最も重要である場合に選択される、精密な熱および冶金プロセスです。
要約表:
| 段階 | 温度範囲 | 主要な作用 |
|---|---|---|
| 1. 初期加熱 | 400°Cまで | 酸化膜が亀裂し、純粋な金属が露出する |
| 2. フラックス活性化/脱酸 | 約565°C | 表面が洗浄される(化学的または真空によって) |
| 3. ろう材の流動 | 577°C以上 | ろう材が溶融し、毛細管現象によって接合部に流れる |
| 4. 凝固と冷却 | 制御された冷却 | ろう材が凝固し、永久的な冶金結合を形成する |
複雑なアセンブリや異種金属を歪みなく接合する必要がありますか?
KINTEKでは、研究室や製造業者向けの精密ろう付けソリューションを専門としています。当社の真空ろう付けプロセスに関する専門知識は、最も重要な部品に対して、強固でクリーン、そして信頼性の高い接合を保証します。複雑な多関節アセンブリを扱っている場合でも、デリケートな薄い材料を扱っている場合でも、当社の実験装置と消耗品は優れた結果をもたらすように設計されています。
高完全性と最小限の応力で完璧な接合を実現するお手伝いをさせてください。 今すぐ当社のろう付け専門家にお問い合わせください。お客様の特定のアプリケーションニーズについてご相談ください!
ビジュアルガイド