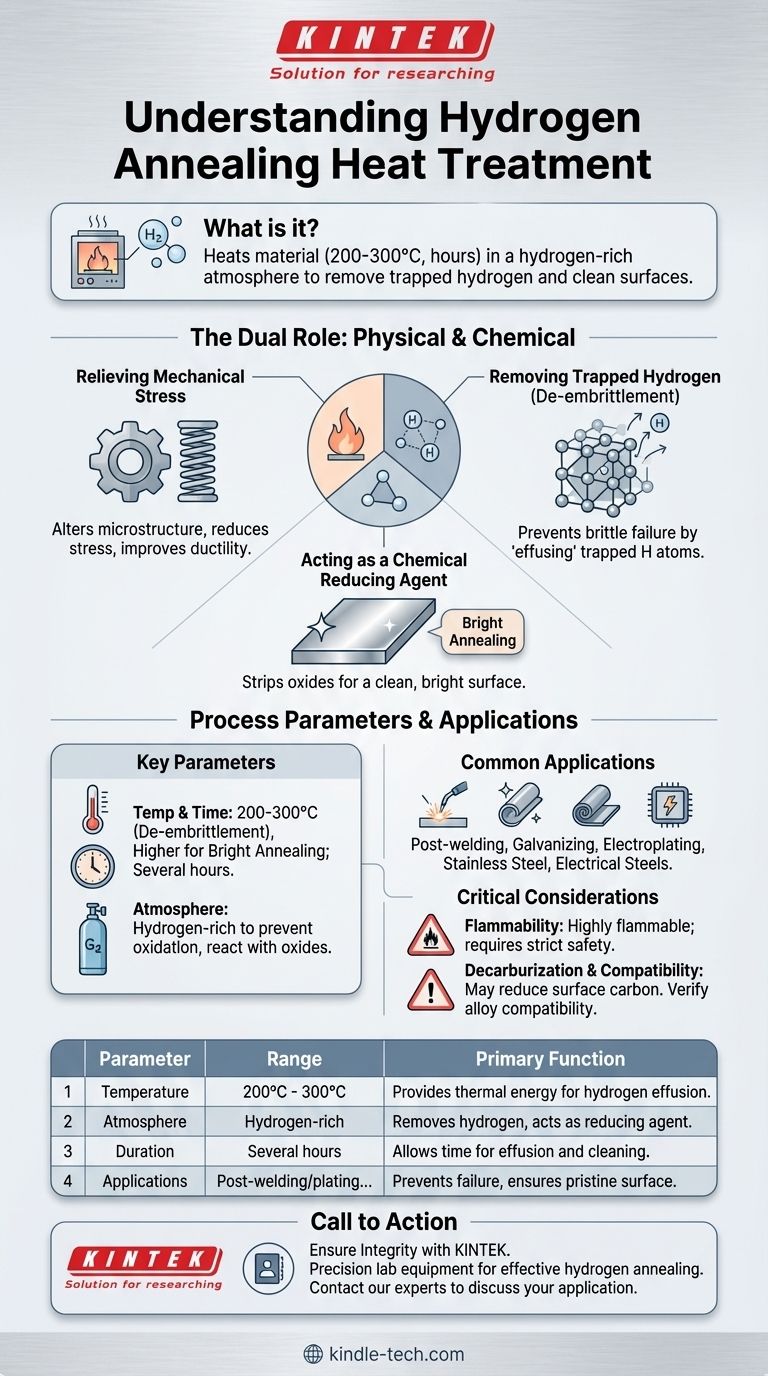
簡単に言えば、水素アニーリングは、水素が豊富な雰囲気で満たされた炉内で、材料を200°Cから300°Cの間で数時間加熱する熱処理です。このプロセスは、主に金属を脆くする原因となる閉じ込められた水素原子を除去し、水素脆化として知られる現象を防ぐために設計されています。これは通常、溶接、コーティング、または亜鉛めっきなどのプロセスで材料内に水素が導入された後に行われます。
水素アニーリングの核となる目的は二つあります。一つは、材料の破壊を防ぐために閉じ込められた水素を物理的に除去すること、もう一つは、水素を還元剤として使用して酸化物を除去することにより、金属表面を化学的に清浄化することです。

水素アニーリングの二重の役割
主に材料の内部構造を対象とする標準的なアニーリングとは異なり、水素アニーリングはプロセスに重要な化学的要素を追加します。これは、金属内部の物理的な応力と表面の化学組成の両方に対処します。
機械的応力の緩和
すべてのアニーリングプロセスと同様に、この処理は金属を加熱してその微細構造を変化させます。これにより、内部応力が減少し、硬度が低下し、延性が大幅に向上します。材料は亀裂が発生しにくくなり、成形や機械加工が容易になります。
閉じ込められた水素の除去(脱脆化)
その決定的な特徴は、水素脆化と闘う能力です。溶接や電気めっきの際、微小な水素原子が金属の結晶格子内に拡散することがあります。これらの閉じ込められた原子は巨大な内部の圧力点を作り出し、本来丈夫な材料を脆くします。部品を炉内で加熱することにより、水素原子は拡散して材料から再び出ていくのに十分な熱エネルギーを得ます。これは脱気(effusion)と呼ばれるプロセスです。これにより、脆化の原因が効果的に取り除かれます。
化学的還元剤としての機能
水素雰囲気は不活性ではありません。非常に反応性が高いです。高温では、水素は酸素と激しく反応します。これは、金属表面の酸化物(錆など)を剥ぎ取り、表面を完全に清浄で光沢のある状態にする(ブライトアニーリング効果)ことを意味します。この「ブライトアニーリング」効果は、ステンレス鋼や電磁鋼など、性能と外観のために完璧で酸化物のない表面が不可欠な材料にとって極めて重要です。
プロセスパラメータの理解
処理の有効性は、環境とタイミングを注意深く制御することにかかっています。
主要パラメータ:温度と時間
水素を除去するという特定の目的のためには、比較的低い温度範囲の200°Cから300°Cで十分です。水素が十分に逃げる時間を確保するために、プロセスは数時間にわたって維持されます。
結晶粒構造の変更を目的としたブライトアニーリングの場合、温度は大幅に高くなり、多くの場合、材料の再結晶温度を超えますが、融点未満に保たれます。
制御された雰囲気
プロセス全体は、空気が水素豊富な雰囲気に置き換えられた密閉炉内で行われる必要があります。これにより、高温の金属と酸素が反応してスケールが発生し、清浄な表面を得るという目的が損なわれるのを防ぎます。
一般的な用途
この方法は、水素を導入することが知られている製造プロセス直後に主に利用されます。主な用途には、最近溶接、亜鉛めっき、または電気めっきされた部品が含まれます。また、高純度金属の製造や、電磁鋼および特定のステンレス鋼に要求される特定の表面特性を実現するためにも不可欠です。
重要な考慮事項とトレードオフ
水素アニーリングは強力ですが、特有のリスクを伴い、万能の解決策ではありません。
水素の引火性
水素ガスは非常に引火性が高いため、特殊な炉設備と厳格な安全プロトコルが必要です。このリスクの管理は、主要な運用上の懸念事項およびコスト要因となります。
意図しない脱炭
水素は鋼合金中の炭素と反応し、表面から炭素を除去することがあります。この脱炭(decarburization)が望ましい場合もありますが、高い硬度を必要とする部品の表面を意図せず軟化させる可能性もあるため、注意深く管理する必要があります。
材料適合性
このプロセスは、鋼鉄のような鉄系金属や銅のような一部の非鉄金属に最も効果的です。しかし、他の合金との相互作用は、意図しない負の冶金学的影響がないことを確認するために評価する必要があります。
目的に合った正しい選択をする
このプロセスを正しく適用するには、まず主な目的を定義する必要があります。
- 製造後の脆性を防ぐことが主な焦点である場合: 溶接またはめっき直後に低温(200〜300°C)の水素ベークアウトを使用して、閉じ込められた水素を追い出します。
- 完璧で酸化物のない表面を得ることが主な焦点である場合: 水素雰囲気が還元剤として機能する高温のブライトアニーリングプロセスを採用します。
- 一般的な応力除去と軟化が主な焦点である場合: 水素アニーリングはこれを達成しますが、酸化物のない表面が必要ない場合は、不活性ガスまたは真空下でのより単純なアニーリングプロセスの方が安全で費用対効果の高い代替手段となる可能性があります。
最終的に、水素アニーリングは、金属の物理的特性と表面化学の両方を制御することが絶対的に重要である場合に使用される特殊なツールです。
要約表:
| 主要パラメータ | 標準範囲 | 主な機能 |
|---|---|---|
| 温度 | 200°C - 300°C(脱脆化の場合) | 水素が拡散するために必要な熱エネルギーを提供する。 |
| 雰囲気 | 水素豊富なガス | 水素を除去し、酸化物に対する還元剤として機能する。 |
| 時間 | 数時間 | 水素の脱気と表面清浄化に十分な時間を確保する。 |
| 一般的な用途 | 溶接後、電気めっき後、ステンレス鋼、電磁鋼 | 破壊を防ぎ、完璧で酸化物のない表面を保証する。 |
金属部品の完全性と性能を確保してください。
水素脆化は、壊滅的で予期せぬ材料の破壊につながる可能性があります。KINTEKは、効果的な水素アニーリングおよびその他の重要な熱処理に必要な正確なラボ機器と炉ソリューションの提供を専門としています。当社の専門知識により、閉じ込められた水素を安全かつ確実に除去し、明るく清浄な表面を実現し、内部応力を緩和することができます。
お客様の特定の用途についてご相談になり、研究室のニーズに合った適切なソリューションを見つけるために、今すぐ[#ContactForm]から当社の専門家にご連絡ください。
ビジュアルガイド
関連製品
- 制御窒素不活性水素雰囲気炉
- セラミックファイバーライニング付き真空熱処理炉
- 1400℃ 窒素・不活性ガス雰囲気制御炉
- 1200℃ 制御雰囲気炉 窒素不活性雰囲気炉
- 実験室用脱脂・予備焼結用高温マッフル炉



















