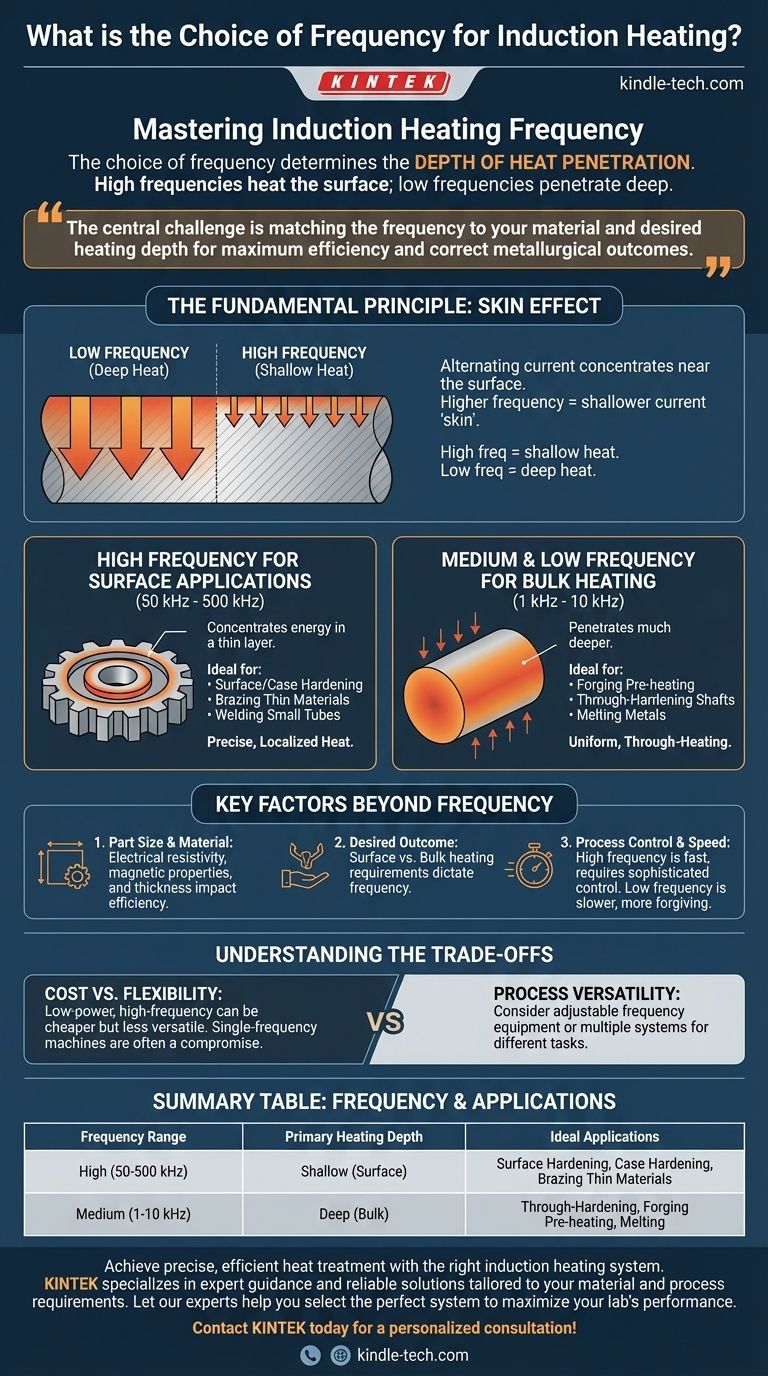
本質的に、誘導加熱の周波数選択は、必要な熱浸透深さによって決定されます。高周波は部品の表面を加熱し、低周波は材料のより深くまで浸透します。周波数と加熱深さのこの関係は、プロセスに適した装置を選択する上で最も重要な要素です。
中心的な課題は、「最良の」周波数を1つ見つけることではなく、周波数を材料と目的の加熱深さに合わせることです。これにより、ワークピースの意図した部分のみを加熱し、効率を最大化し、正しい冶金学的結果を達成することができます。
基本原理:周波数と加熱深さ
誘導加熱の有効性は、表皮効果として知られる物理現象にかかっています。この原理を理解することが、情報に基づいた周波数選択を行うための鍵となります。
表皮効果の説明
交流電流が導体を流れるとき、電流は表面近くに集中する傾向があります。電流の周波数が高いほど、この効果は顕著になり、電流の「表皮」は浅くなります。
電流が熱を発生させるため、これは高周波が浅い熱を生成し、低周波が深い熱を生成することを意味します。
表面用途向けの高周波
高周波(一般的に50 kHzから500 kHzと見なされる)は、コアに大きな影響を与えることなく、部品の表面を素早く加熱する必要がある場合に使用されます。エネルギーは非常に薄い層に集中します。
これにより、表面硬化、浸炭硬化、薄い材料のろう付け、小さなチューブの溶接など、正確で局所的な熱が必要なプロセスに最適です。
バルク加熱用の中周波および低周波
中周波(通常1 kHzから10 kHz)は、電流が材料のより深くまで浸透することを可能にします。これは、均一な貫通加熱を必要とする用途に使用されます。
これは、鍛造用の大型ビレットの予熱、シャフトの貫通硬化、またはるつぼでの金属溶解など、材料全体の体積が目標温度に達する必要がある場合に好まれる選択肢です。

周波数以外の主要な要因
周波数が深さを制御する一方で、他の要因が最終的な決定と加熱プロセスの全体的な効率に影響を与えます。
部品のサイズと材料
ワークピース自体の特性が重要です。材料の電気抵抗率と磁気特性(特にキュリー温度以下の鋼の場合)は、磁場との結合効率に影響を与えます。
さらに、加熱深さは部品の厚さに適切でなければなりません。非常に薄い部品に深い浸透深さを持つ低周波を使用すると、磁場の多くが熱を発生させることなく直接通過するため、非効率的です。
目的の成果
特定の製造目標が加熱プロファイルを決定します。表面硬化は、柔らかく延性のあるコアを持つ硬い外殻を必要とし、高周波の表面熱を要求します。対照的に、鍛造はワークピース全体が可鍛性であることを必要とし、深く均一な低周波熱を必要とします。
トレードオフの理解
誘導システムを選択することは、単純な選択であることはめったにありません。性能、コスト、汎用性のバランスを取る必要があります。
設備コストと柔軟性
低電力、高周波の設備は、高電力、中周波のユニットよりも安価な場合があります。ただし、一部のケースで指摘されているように、特定のワークピースに対して両方が同様の加熱効果を達成する可能性があります。決定には、初期購入コストと長期的な運用効率およびスループットを比較検討することが含まれます。
「万能」の落とし穴
単一周波数の誘導機は、特定の範囲の用途に最適化されています。小さなギアの表面硬化と大きなシャフトの貫通加熱の両方を行う必要がある場合、単一の機械では妥協が生じます。一方のタスクはうまく実行できても、もう一方のタスクは非効率的になる可能性があります。
プロセス制御と速度
高周波は表面を非常に速く加熱することができます。これは大量生産には優れていますが、過熱、歪み、ひび割れを防ぐためにより洗練されたプロセス制御が必要です。低周波プロセスは遅いですが、多くの場合より寛容です。
目標に合った適切な選択をする
達成する必要がある主要な冶金学的目標に基づいて決定を下してください。
- 表面硬化または浸炭硬化が主な焦点である場合:コアに影響を与えることなく熱を表面に集中させるために、高周波(50-500 kHz)を選択します。
- 鍛造用の貫通加熱または予熱が主な焦点である場合:熱が深く均一に浸透するように、中周波または低周波(1-10 kHz)を選択します。
- ろう付けまたははんだ付けが主な焦点である場合:薄い部品や小さな接合部には高周波を使用し、より多くの熱浸透を必要とする重いセクションには中周波を使用します。
- プロセスの汎用性が主な焦点である場合:周波数調整可能な設定を持つ機器を検討するか、異なるタスクに最適化された複数のシステムに投資する準備をしてください。
最終的に、適切な周波数を選択することは、誘導を単純な熱源から正確で制御可能な製造ツールに変えます。
要約表:
| 周波数範囲 | 主な加熱深さ | 理想的な用途 |
|---|---|---|
| 高周波 (50-500 kHz) | 浅い (表面) | 表面硬化、浸炭硬化、薄い材料のろう付け |
| 中周波 (1-10 kHz) | 深い (バルク) | 貫通硬化、鍛造予熱、溶解 |
適切な誘導加熱システムで、正確で効率的な熱処理を実現します。
正しい周波数を選択することは、冶金学的結果から生産効率まで、アプリケーションの成功に不可欠です。KINTEKは、実験装置と消耗品の提供を専門とし、お客様の特定の材料とプロセス要件に合わせた専門的なガイダンスと信頼性の高い誘導加熱ソリューションを提供しています。
当社の専門家が、お客様のラボのパフォーマンスを最大化するための最適なシステムを選択するお手伝いをいたします。パーソナライズされたコンサルティングについては、今すぐKINTEKにお問い合わせください!
ビジュアルガイド
関連製品
- 熱処理・焼結用600T真空誘導熱プレス炉
- ラボスケール真空誘導溶解炉
- 赤外線加熱定量平板プレス金型
- 制御窒素不活性水素雰囲気炉
- 24T 30T 60T 加熱プレート付き加熱式油圧プレス機 ラボ用ホットプレス



















