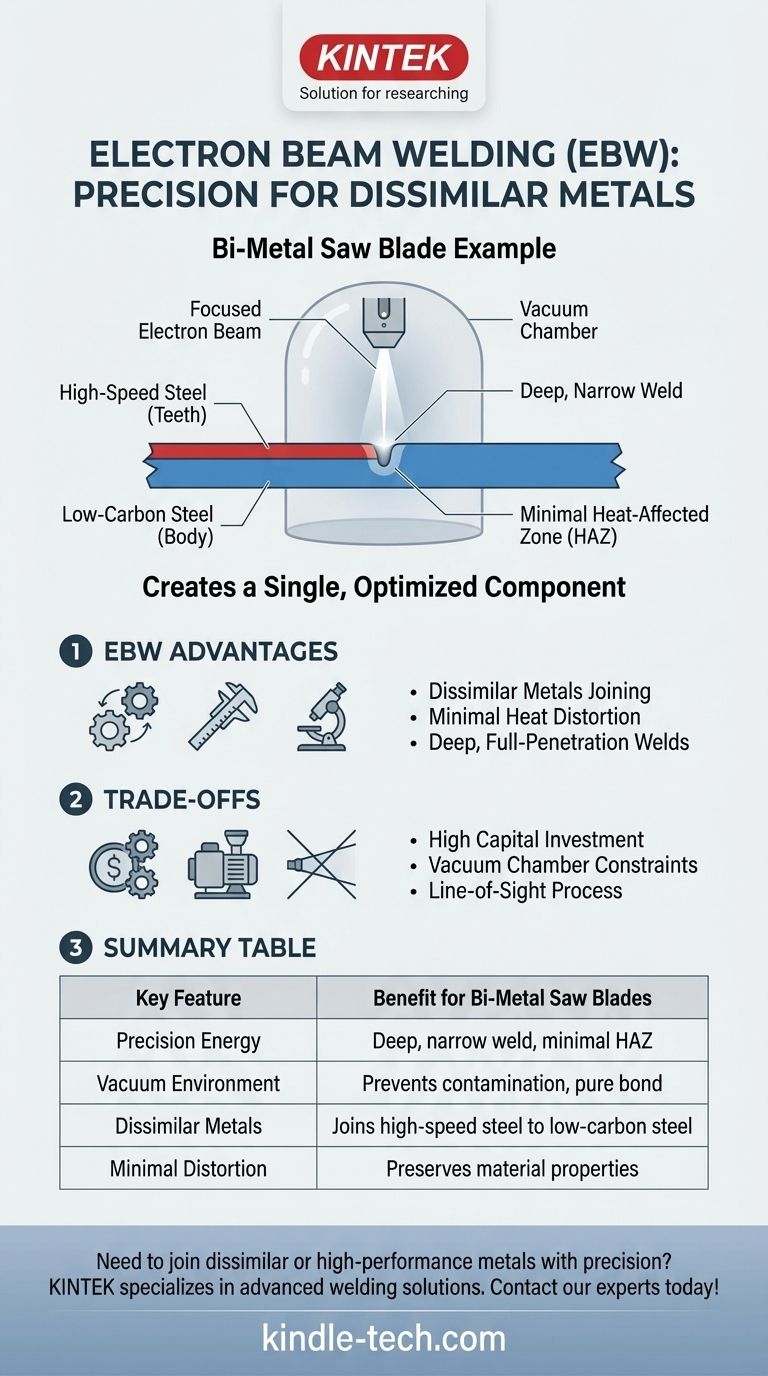
電子ビーム溶接の古典的な例は、バイメタル鋸刃の大量生産です。このプロセスでは、切削歯用の硬いハイス鋼の細いストリップと、ブレード本体用の柔軟な低炭素鋼を接合します。その結果、2つの異なる材料の最良の特性を活用した、単一の最適化されたコンポーネントが作成されます。
電子ビーム溶接(EBW)は単なる接合方法ではありません。それは、これまで適合しなかった材料の融合を可能にする精密な製造プロセスです。バイメタル鋸刃の例は、その核となる価値、すなわち2つの特殊な金属から単一の優れたコンポーネントを作成することを完璧に示しています。
バイメタル鋸刃がEBWに依存する理由
バイメタル鋸刃は、従来の溶接方法では容易に解決できない製造上の課題を提示するため、完璧なケーススタディとなります。EBWは、材料へのエネルギーの加え方を根本的に変えることによって、独自の解決策を提供します。
異種金属の課題
ハイス鋼と低炭素鋼を接合することは、非常に困難であることが知られています。それらの異なる熱特性と融点のため、従来の溶接では、広く、脆く、弱い接合部ができてしまい、ブレードは使用できなくなります。
電子ビームの精度
EBWは、高速電子の高度に集束されたビームを使用して、ごく小さな一点に集中的なエネルギーを供給します。これにより、熱影響部(HAZ)が最小限に抑えられた、極めて深く狭い溶接が生成されます。周囲の材料は比較的低温に保たれ、元の特性が維持されます。
真空の利点
プロセス全体は真空チャンバー内で行われます。これは、酸素や窒素などの大気ガスが溶融金属を汚染するのを防ぐために極めて重要です。これにより、異種金属や反応性金属を接合する場合に不可欠な、純粋で強く欠陥のない接合が保証されます。

EBWのトレードオフを理解する
強力ではありますが、電子ビーム溶接は、運用上の重要な考慮事項を伴う特殊なプロセスです。他の溶接技術の万能な代替品ではありません。
高い設備投資
電子銃、高電圧電源、真空チャンバーを含むEBWシステムは、標準的なアーク溶接装置よりも大幅に高価です。これにより、コストが正当化される高価値または大量生産の用途にこのプロセスが最も適しています。
真空の要件
真空チャンバーの必要性により、溶接を開始する前にチャンバーを排気するための時間遅延が生じます。また、処理できる部品のサイズに物理的な制限が課せられ、これはチャンバーの寸法によって決まります。
直線的なプロセス
電子ビームは直線的に移動します。角を曲がったり、遮られた領域に到達したりすることはできないため、接合部の設計や部品の形状に制約が生じます。
目標に合った正しい選択をする
EBWを指定するタイミングを理解することは、アプリケーションの固有の要求にかかっています。それは、他のプロセスが不十分な場所で優れています。
- 異種材料の接合が主な焦点である場合: EBWは、他の方法では接合が困難または不可能な金属間に、クリーンで強力な溶接を作成する比類のない能力を提供します。
- 熱歪みの最小化が主な焦点である場合: EBWの高度に集束されたエネルギーは、溶接後に厳密な寸法公差を維持することが重要なデリケートなコンポーネントやアセンブリに最適です。
- 深く狭い溶接の実現が主な焦点である場合: EBWは、その幅よりもはるかに深い溶接深さを生成でき、単一パスで強力な全貫通接合を必要とするアプリケーションに最適です。
その特定の強みを理解することにより、電子ビーム溶接を活用して、従来のプロセスでは到達不可能な製造上の課題を解決できます。
要約表:
| 主な特徴 | バイメタル鋸刃の利点 |
|---|---|
| 精密なエネルギー | 熱影響部を最小限に抑えた、深く狭い溶接を作成します。 |
| 真空環境 | 汚染を防ぎ、純粋で強力な接合を保証します。 |
| 異種金属 | ハイス鋼(歯)と低炭素鋼(本体)を効果的に接合します。 |
| 歪みの最小化 | 周囲の材料の特性を維持します。 |
精密な接合が必要な異種金属または高性能金属をお探しですか? KINTEKは、研究室および製造ニーズに対応する高度な溶接および熱処理ソリューションを専門としています。電子ビーム溶接などの技術に関する当社の専門知識は、より強力で信頼性の高いコンポーネントの作成に役立ちます。当社の専門家に今すぐお問い合わせいただき、製造プロセスの最適化についてご相談ください!
ビジュアルガイド
関連製品
- サンプル前処理用真空冷間埋め込み機
- ラボ用電動油圧真空熱プレス
- 超高温黒鉛真空黒鉛化炉
- 真空熱処理・モリブデン線焼結炉(真空焼結用)
- 30T 40T 分割自動加熱油圧プレス機(加熱プレート付き)実験室用ホットプレス



















