鋼の熱処理に単一の温度というものはありません。むしろ、特定の成果を達成するために異なる温度を伴う精密な多段階プロセスです。完全なサイクルには、初期硬化のための1500°F(815°C)をはるかに超える温度から、低温焼き戻し(テンパリング)のための350°F(175°C)まで、鋼を加熱することが含まれます。各段階での正確な温度は、鋼の種類と望ましい最終特性に完全に依存します。
熱処理の核となる原理は、特定の温度に達することではなく、加熱と冷却のシーケンスを注意深く制御することにあります。この温度操作により、鋼の内部結晶構造が変化し、硬度と靭性の間で目標とするバランスが達成されます。
熱処理の目標:鋼の構造の設計
熱処理とは、制御された加熱と冷却を使用して鋼の物理的特性を変化させるプロセスです。これにより、比較的柔らかく加工しやすい鋼を、硬く、靭性が高く、耐久性のある最終製品に変えることができます。
温度と炭素の役割
鋼は鉄と炭素の合金です。室温では、炭素は鉄の結晶構造内に閉じ込められています。鋼を加熱すると、これらの結晶が形を変え、砂糖を熱湯に溶かすように、炭素原子がより均一に溶解して広がることを可能にします。
オーステナイトへの重要な変態
鋼を臨界温度(通常1400°Fから1600°F(760-870°C)の間)を超えて加熱すると、相変態を起こします。その結晶構造はオーステナイトとして知られる状態に変化し、これは多量の炭素を溶解状態で保持できます。これは鋼を硬化させるための基本的なステップです。

熱処理の3つの重要な段階
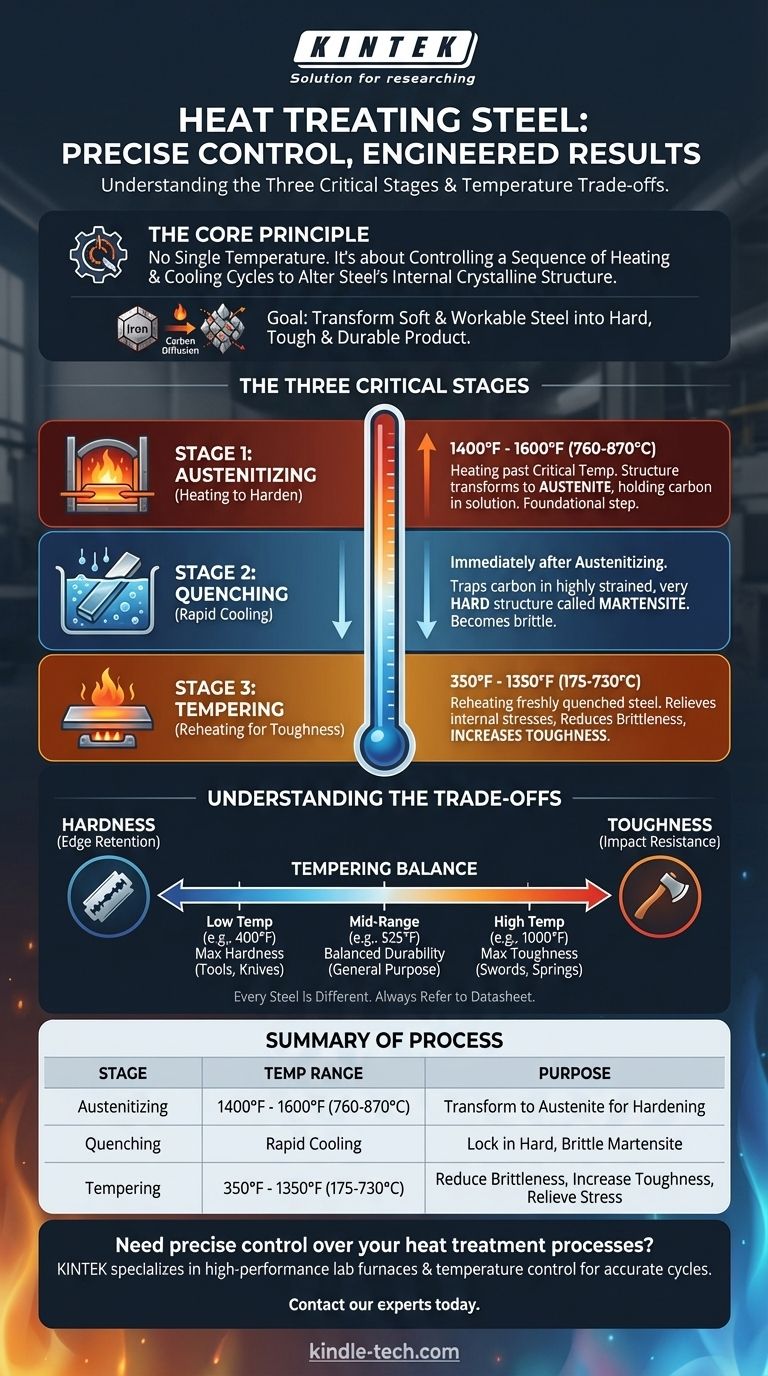
硬化のための真の熱処理は3部構成のプロセスです。いずれかの段階を省略したり不適切に実行したりすると、部品は失敗します。
第1段階:オーステナイト化(硬化のための加熱)
これは初期の加熱段階です。目標は、鋼を十分に高温に加熱し、その構造全体がオーステナイトに変化するのに十分な時間保持することです。正確な温度は重要であり、鋼の特定の炭素含有量やその他の合金に依存します。
第2段階:焼入れ(急冷)
鋼がオーステナイトになった直後、非常に急速に冷却するか、「焼入れ」する必要があります。この急冷は、結晶構造が柔らかい状態に戻る時間を与えません。代わりに、炭素原子をマルテンサイトと呼ばれる新しく、非常に歪んだ、非常に硬い構造に閉じ込めます。ただし、この状態は非常に脆くもあります。
第3段階:焼き戻し(靭性のための再加熱)
新しく焼入れされた鋼片は、ほとんどの実用的な用途にはもろすぎます。最終段階は焼き戻し(テンパリング)であり、鋼をはるかに低い温度、通常は350°Fから1350°F(175-730°C)の間に再加熱することを含みます。このプロセスは内部応力を緩和し、脆性を低減し、靭性を高めます。
トレードオフの理解
熱処理の芸術は、異なる材料特性間の固有の妥協を管理することにあります。あなたは常に一つの属性と他方を比較検討しています。
硬度対靭性のスペクトル
焼き戻しは、硬度と靭性の間の直接的なトレードオフです。
- 低い焼き戻し温度(例:400°F / 205°C)は脆性をわずかにしか低減せず、最大の硬度を維持します。これは、ナイフやカミソリのように鋭い刃先を必要とする工具に最適です。
- 高い焼き戻し温度(例:1000°F / 540°C)は、靭性を大幅に得るために硬度を大幅に犠牲にします。これは、斧やバールのように衝撃に耐える必要がある工具に必要です。
「鋼ごとに異なる」理由
鋼の特定の炭素含有量や合金元素(クロム、モリブデン、バナジウムなど)は、その挙動を劇的に変化させます。これらの合金は、臨界オーステナイト化温度と、鋼が特定の焼き戻し温度にどのように反応するかを変更します。必ず特定の鋼種のデータシートを参照してください。
不適切な加熱のリスク
オーステナイト化段階で鋼を加熱しすぎると、結晶粒が成長し、焼き戻し後でさえ最終製品が弱く脆くなる可能性があります。さらに、加熱中の制御されていない雰囲気は、鋼の表面から炭素を奪う可能性があり、これは脱炭(decarburization)として知られる欠陥であり、適切な硬化を妨げます。
目標に合わせた適切な選択
焼き戻し温度の選択は、鋼部品の意図された用途によって完全に決まります。
- 最大の硬度とエッジ保持(例:やすりやカミソリ)が主な焦点の場合: 350°Fから500°F(175-260°C)の範囲の低い温度で焼き戻します。
- 硬度と耐久性のバランス(例:汎用ナイフブレード)が主な焦点の場合: 中程度の範囲、通常450°Fから600°F(230-315°C)で焼き戻します。
- 最大の靭性と耐衝撃性(例:剣、斧、バネ)が主な焦点の場合: 600°Fから1100°F(315-600°C)以上と高い温度で焼き戻します。
このプロセスを理解することで、鋼の最終的な性能を直接制御できるようになります。
要約表:
| 段階 | 温度範囲 | 目的 |
|---|---|---|
| オーステナイト化 | 1400°F - 1600°F (760-870°C) | 硬化のために鋼構造をオーステナイトに変換する |
| 焼入れ | オーステナイト化温度からの急冷 | 硬く脆いマルテンサイト構造を固定する |
| 焼き戻し | 350°F - 1350°F (175-730°C) | 脆性を低減し、靭性を高め、応力を緩和する |
熱処理プロセスで正確な制御が必要ですか? KINTEKは、正確で再現性のある熱処理サイクルを実現するために設計された高性能ラボ炉および温度制御装置を専門としています。工具鋼、合金、または新素材の開発に取り組んでいるかどうかにかかわらず、当社のソリューションは、完璧な結果に必要な正確な温度に到達することを保証します。当社の専門家に今すぐお問い合わせいただき、当社のラボの能力をどのように向上させられるかご相談ください!
ビジュアルガイド