焼入れの本質は、制御された化学的カオスです。材料科学において、それは熱いワークピース、最も多くは鋼を急速に冷却し、望ましいが不安定な原子構造を固定するプロセスです。原子が柔らかく、弛緩した状態に落ち着く時間を与える代わりに、焼入れはそれらを高エネルギーでひずんだ配置に閉じ込め、材料の硬度と強度を劇的に増加させます。
焼入れは単に何かを冷やすことではありません。それは原子レベルでの時間との競争です。目標は、金属を非常に速く冷却し、原子が好ましい柔らかい結晶構造に再配列するのを防ぎ、代わりに非常に応力がかかった、硬くてもろい状態、すなわちマルテンサイトに凍結させることです。
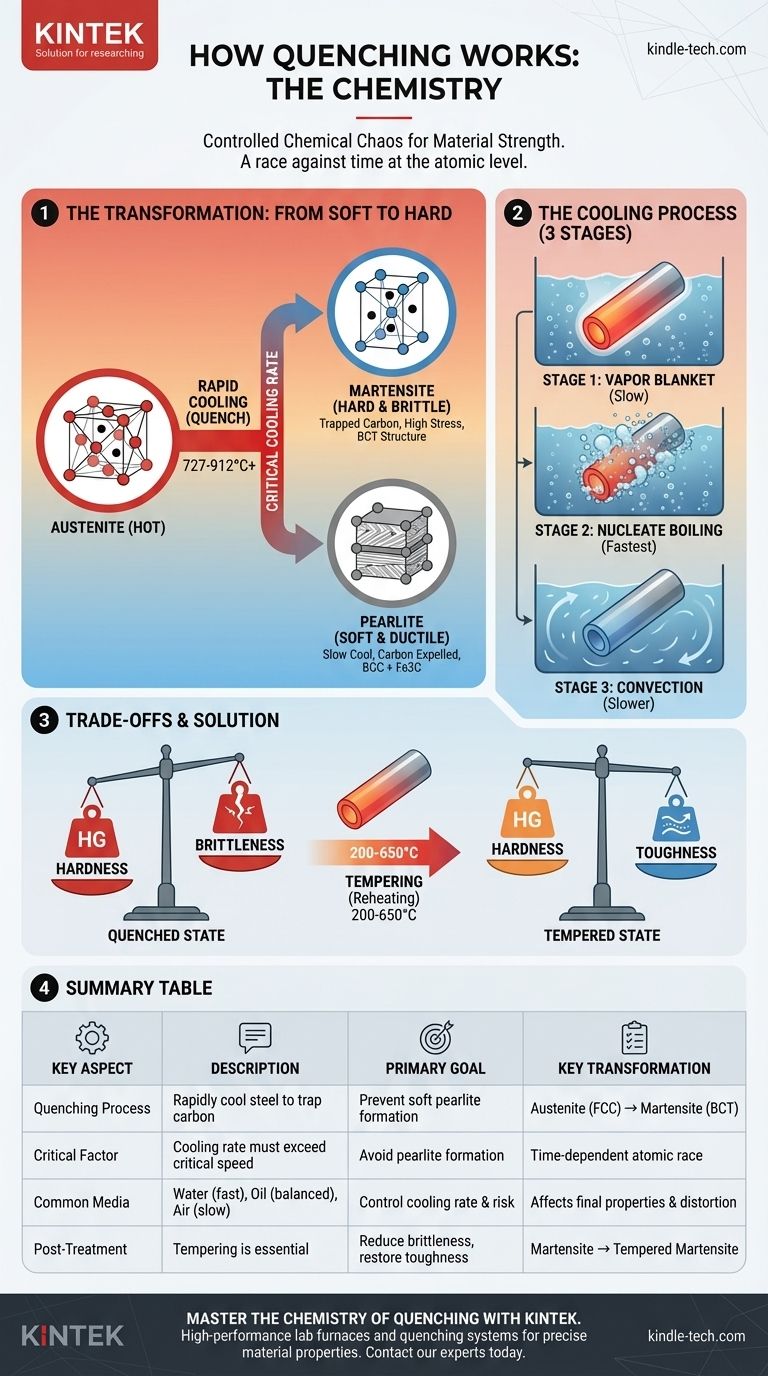
目標:柔らかいオーステナイトから硬いマルテンサイトへ
焼入れを理解するためには、まず鋼が取りうる異なる構造、すなわち相を理解する必要があります。冷却速度は、どの相が優勢になるかを決定するスイッチです。
高温状態:オーステナイト
鋼が臨界温度(通常727-912°Cまたは1340-1674°F)以上に加熱されると、オーステナイトと呼ばれる相に変態します。この状態では、鉄原子は面心立方(FCC)格子を形成し、その構造内に炭素原子を溶解させる独特の能力を持っています。この均質な固溶体は、焼入れに必要な出発点です。
徐冷の結果:パーライト
オーステナイト鋼をゆっくり冷却すると、鉄原子は再配列する十分な時間を得ます。それらはFCC構造から、より安定した体心立方(BCC)構造であるフェライトに変化します。
炭素はフェライトにうまく溶解しません。その結果、炭素原子は排出され、鉄と結合して非常に硬い化合物であるセメンタイト(炭化鉄)の層を形成します。このフェライトとセメンタイトの層状構造はパーライトとして知られ、比較的柔らかく延性があります。
急冷による変態:マルテンサイト
焼入れはこの自然なプロセスをショートカットします。熱い鋼を水や油などの媒体に浸すことで、冷却が非常に速く行われ、炭素原子が逃げる時間を与えられません。
鉄格子がBCC状態に移行しようとする際に、炭素原子は格子内に閉じ込められます。この炭素原子の閉じ込めは結晶格子を歪ませ、非常にひずんだ体心正方(BCT)構造であるマルテンサイトへと強制的に変化させます。この巨大な内部応力こそが、マルテンサイトを信じられないほど硬くてもろくする原因であり、変形を可能にする原子レベルのすべりに抵抗します。

冷却速度:焼入れ媒体の働き
焼入れの有効性は、パーライトの形成を防ぐのに十分な速さで熱を抽出する能力によって定義されます。液体媒体を使用する場合、プロセスは通常3つの段階で発生します。
第1段階:蒸気膜
浸漬直後、部品の強い熱が周囲の液体を蒸発させ、断熱性の蒸気膜を形成します。これはライデンフロスト効果として知られており、実際には初期の冷却速度を遅らせます。このバリアを破るためには、部品または焼入れ剤を攪拌することが重要です。
第2段階:核沸騰
表面がわずかに冷却されると、蒸気膜が崩壊し、激しい沸騰が始まります。これは熱伝達の最も速い段階であり、蒸発の莫大なエネルギーがワークピースから急速に熱を奪います。これはマルテンサイト形成の「競争」が勝敗を決する段階です。
第3段階:対流
部品の表面が液体の沸点以下に冷却されると、沸騰は停止します。その後、熱は、より冷たい液体が部品の周りを循環する単純な対流によって、はるかに遅い速度で除去されます。
トレードオフの理解:硬度対脆性
焼入れによって最大の硬度を達成することは、ただで手に入るものではありません。それは管理しなければならない重大なリスクと妥協を伴います。
硬度の代償:極度の脆性
マルテンサイトを硬くするのと同じ内部応力は、それを極めて脆くもします。完全に焼入れされ、焼戻しされていない鋼片はガラスのように脆く、落としたり衝撃を与えたりすると粉々になる可能性があります。このため、ほとんどの実用的な用途には不向きです。
割れと歪みのリスク
焼入れによる熱衝撃は甚大です。部品に厚い部分と薄い部分がある場合、それらは異なる速度で冷却され、巨大な内部応力を生じさせます。これにより、焼入れプロセス中に部品が反ったり、歪んだり、さらには割れたりする可能性があります。
解決策:焼戻し
この脆性のため、焼入れされた部品はほとんどの場合、焼戻しと呼ばれる二次熱処理を受けます。部品ははるかに低い温度(例:200-650°Cまたは400-1200°F)に再加熱され、特定の時間保持されます。
このプロセスにより、閉じ込められた炭素の一部が析出し、マルテンサイト構造の内部応力がわずかに緩和されます。焼戻しは硬度を低下させますが、決定的に靭性—エネルギーを吸収し、破壊せずに変形する能力—を回復させます。
目標に応じた適切な選択
焼入れ剤とプロセスの選択は、鋼合金と望ましい最終特性に完全に依存します。
- 単純炭素鋼で最大の硬度を最優先する場合:厳しい水または塩水焼入れは効果的ですが、割れや歪みのリスクが最も高くなります。
- 合金鋼で硬度と靭性のバランスを最優先する場合:油焼入れは冷却速度が遅く、割れのリスクを軽減しつつ、マルテンサイトを形成するのに十分な速さを保ちます。
- 複雑な部品や高合金部品で歪みを最小限に抑えることを最優先する場合:特定の「空冷硬化」工具鋼では、非常に遅い空冷が使用されることがあります。これらはパーライトへの変態を遅らせる合金を含んでいます。
最終的に、焼入れ化学を理解することは、原子のある状態から別の状態への移行を制御することで、材料の最終特性を正確に決定する力を与えます。
要約表:
| 主要な側面 | 説明 |
|---|---|
| 主要な目標 | 鋼を急速に冷却し、炭素原子を閉じ込めて、軟質なパーライトの形成を防ぐ。 |
| 主要な変態 | オーステナイト(FCC)→マルテンサイト(BCT)、硬く脆い構造。 |
| 重要な要素 | 冷却速度はパーライトを避けるために臨界速度を超えなければならない。 |
| 一般的な焼入れ媒体 | 水(最速、リスク最高)、油(バランス)、空気(最遅、特定の合金用)。 |
| 焼入れ後の処理 | 脆性を低減し、靭性を回復させるために焼戻しが不可欠。 |
研究室で精密な材料特性を実現する準備はできていますか?適切な焼入れプロセスは成功のために不可欠です。KINTEKは、厳密な熱処理プロトコル用に設計された高性能ラボ用炉および焼入れシステムを専門としています。炭素鋼、合金鋼、または複雑な工具鋼のいずれを扱っている場合でも、当社の装置は、望ましいマルテンサイト構造を確実かつ安全に形成するために必要な制御された冷却速度を保証します。
焼入れの化学をマスターするお手伝いをさせてください。 今すぐ専門家にお問い合わせください。お客様の特定の研究室要件について話し合い、KINTEKのソリューションがお客様の研究開発成果をどのように向上させることができるかを発見してください。
ビジュアルガイド