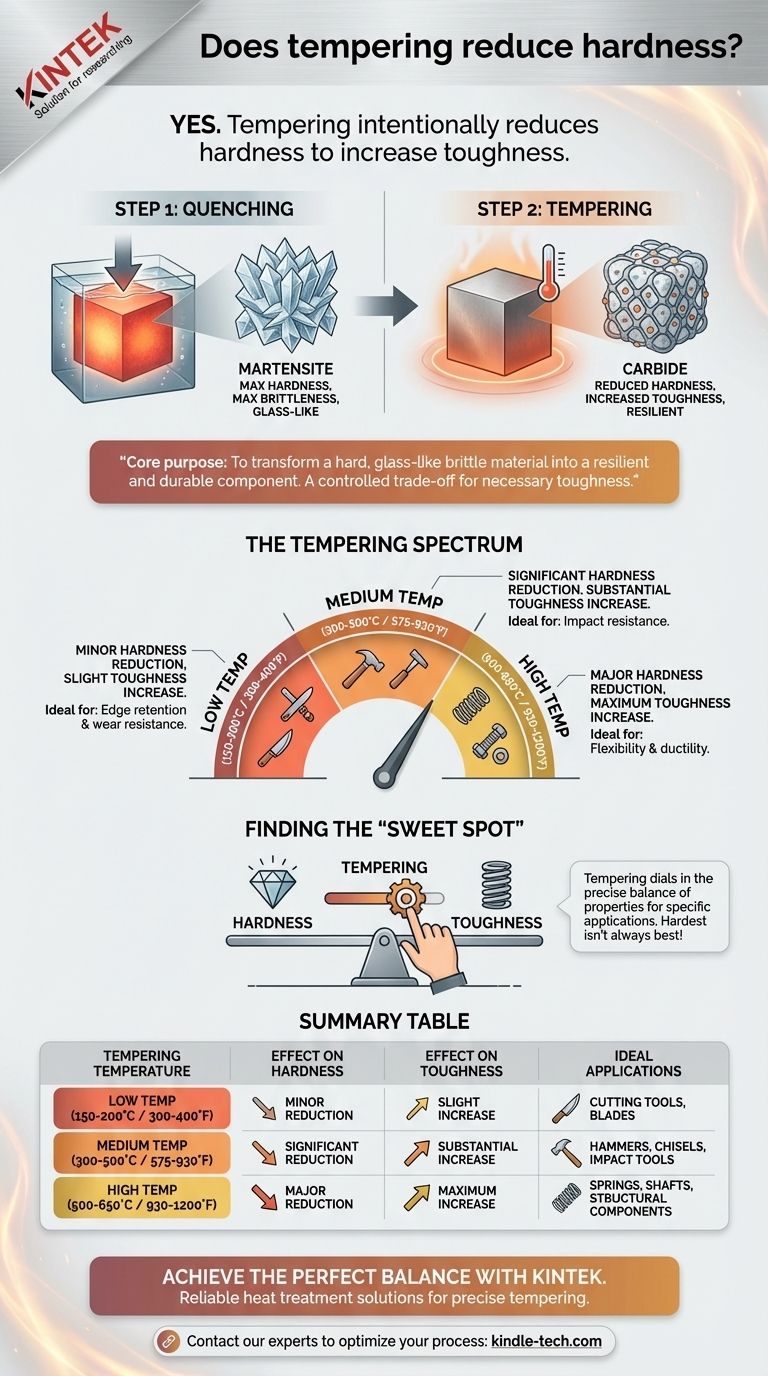
はい、焼戻し(テンパリング)は硬化させた材料の硬さを意図的に低下させます。 このプロセスは熱処理における重要な工程であり、初期の硬化(焼入れ)工程の後に行われます。硬さの低下は欠陥ではなく、脆性を減らし、材料の靭性を大幅に向上させるための意図的なトレードオフであり、実用的な用途に適したものにします。
焼戻しの核となる目的は、単に硬さを失うことではなく、硬くガラスのような脆い材料を、弾力性があり耐久性のある部品へと変化させることです。これは、最高の硬度をわずかに犠牲にして、必要不可欠な靭性を大きく得るための制御されたプロセスです。
熱処理における焼戻しの役割
焼戻しを理解するには、まずそれが続くプロセスである焼入れを理解する必要があります。熱処理は、特定の機械的特性のバランスを達成するために設計された二段階のプロセスです。
ステップ1:最高の硬度のための焼入れ
鋼を高温(オーステナイト化)に加熱すると、炭素原子が鉄の結晶構造に溶解します。その後、鋼を非常に急速に冷却する、つまり焼入れすると、これらの炭素原子が閉じ込められます。
これにより、マルテンサイトと呼ばれる、非常に歪んだ新しい結晶構造が生成されます。マルテンサイトは極めて硬く耐摩耗性がありますが、同時に信じられないほど脆く、内部応力に満ちています。この「焼入れ直後の」状態は、ほとんどの実際の用途にはもろすぎる場合が多いです。
ステップ2:機能的な靭性のための焼戻し
焼戻しとは、焼入れ硬化させた鋼を、その臨界点以下の特定の温度まで再加熱し、その温度で一定時間保持した後、冷却するプロセスです。
この再加熱により、閉じ込められていた炭素原子が移動し、マルテンサイト構造から析出して微細なセメンタイト(炭化物)粒子を形成するためのエネルギーが得られます。このプロセスにより内部応力が緩和され、硬度と脆性が低下する一方で、材料の靭性(破壊せずにエネルギーを吸収し変形する能力)が劇的に向上します。

温度・硬度・靭性の関係
鋼の最終的な特性は、焼戻しサイクル中に使用される温度によってほぼ完全に決定されます。この関係は予測可能であり、正確な制御を可能にします。
焼戻しのスペクトラム
焼戻し温度を制御ダイヤルと考えることができます。温度が低いほど変化は小さく、温度が高いほど変化は劇的になります。
-
低温焼戻し(約150~200°C / 300~400°F): 応力を緩和し、硬度の低下はわずかです。結果として得られる材料は依然として非常に硬く耐摩耗性がありますが、危険なほど脆くはありません。これは切削工具や刃物に最適です。
-
中温焼戻し(約300~500°C / 575~930°F): 硬度はより大きく低下しますが、靭性と延性が大幅に向上します。これはハンマーやノミなど、衝撃に耐える必要がある工具に使用されます。
-
高温焼戻し(約500~650°C / 930~1200°F): 硬度は最も低くなりますが、靭性と延性は最大になります。これは、車両のばねや構造用鋼など、曲げや大きな衝撃を吸収する必要がある部品に不可欠です。
トレードオフの理解:「最も硬い」ことが「最良」ではない理由
材料工学における中心的な課題は、競合する特性のバランスを取ることです。単一の特性が普遍的に望ましいということはなく、硬度については特にそうです。
焼入れ直後の鋼の問題点
焼入れ直後の鋼片はガラス片と比較できます。非常に高い圧縮強度を持ち、傷がつくのを防ぐことができます(高い硬度)が、鋭い衝撃を受けると粉々に割れてしまいます。
焼戻しされていない刃物は剃刀のようなエッジを保持するかもしれませんが、そのエッジは何らかの抵抗に遭遇した瞬間に欠けたり折れたりします。その材料には有用であるための靭性が欠けています。
用途の「スイートスポット」を見つける
焼戻しは、「ガラスのような」状態から離れ、用途が要求する特性の正確なバランスに調整するためのツールです。
斧は、木を割る際に砕けないように、エッジの保持力(硬度)を犠牲にして、衝撃抵抗(靭性)を得る必要があります。ばねは、数百万回圧縮・伸長するために必要な柔軟性を得るために、最高の硬度のほぼすべてを犠牲にする必要があります。
目標に合わせた正しい選択をする
選択する焼戻し温度は、部品の意図された機能の直接的な反映です。あなたの目標は、その特定の作業に最適な特性のバランスを達成することです。
- エッジの保持と耐摩耗性が主な焦点の場合(例:ナイフ、かみそり): 低い焼戻し温度を使用して、エッジが脆くなるのを防ぐのに十分な内部応力のみを緩和し、最大の硬度を維持します。
- 衝撃抵抗が主な焦点の場合(例:斧、解体工具): 中程度の焼戻し温度を使用して、繰り返し加えられる強力な打撃に耐えるために必要な大きな靭性と引き換えに、より多くの硬度を犠牲にします。
- 柔軟性と延性が主な焦点の場合(例:ばね、ファスナー、シャフト): 高い焼戻し温度を使用して、最大の靭性と破壊せずに変形する能力を達成し、はるかに低い最終硬度を受け入れます。
結局のところ、焼戻しこそが、鋼を単なる脆い材料から、多用途で予測可能な工学ツールへと変えるものです。
要約表:
| 焼戻し温度 | 硬度への影響 | 靭性への影響 | 理想的な用途 |
|---|---|---|---|
| 低温(150-200°C / 300-400°F) | わずかな低下 | わずかな増加 | 切削工具、刃物 |
| 中温(300-500°C / 575-930°F) | 大幅な低下 | 実質的な増加 | ハンマー、ノミ、衝撃工具 |
| 高温(500-650°C / 930-1200°F) | 大きな低下 | 最大の増加 | ばね、シャフト、構造部品 |
部品の硬度と靭性の完璧なバランスを実現する
焼戻しは、脆い硬化鋼を弾力性があり耐久性のある材料に変える精密な科学です。一貫した高品質の結果を達成するためには、適切な設備が不可欠です。
KINTEKは、ラボ用機器と消耗品を専門とし、研究所や製造業者に信頼性の高い熱処理ソリューションを提供しています。 当社の炉とオーブンは、正確な硬度、靭性、性能の仕様を満たすように材料を確実に処理するために必要な正確な温度制御を提供できるように設計されています。
熱処理プロセスを最適化する準備はできましたか? 今すぐ専門家に連絡して、KINTEKの機器がお客様の特定の用途で優れた材料特性を実現するのにどのように役立つかをご相談ください。
ビジュアルガイド