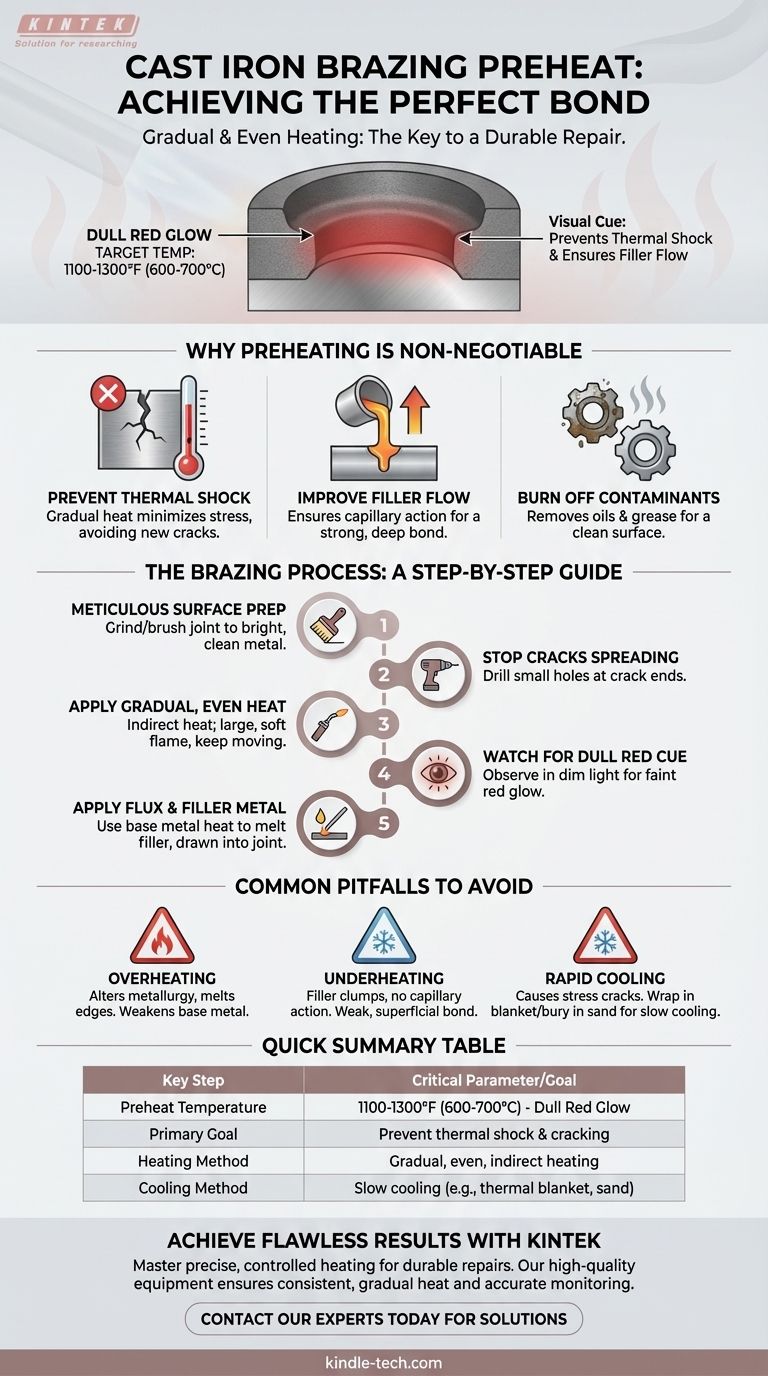
鋳鉄のろう付けの場合、母材を徐々に均一に加熱し、鈍い赤色になるまで温める必要があります。この視覚的な合図は、母材が適切な温度範囲(通常600~700°C、つまり1100~1300°F)にあることを示しており、熱衝撃を防ぎ、ろう材が適切に流れるようにするために必要です。
特定の予熱温度そのものよりも、その背後にある原則の方が重要です。鋳鉄のろう付けを成功させるかどうかは、徹底的な洗浄、応力を軽減するための段階的な加熱、そして脆い金属がひび割れるのを防ぐための制御された冷却といった、全体的なプロセスにかかっています。
鋳鉄にとって予熱が不可欠な理由
予熱は単に金属を熱くするだけではありません。鋳鉄固有の特性を管理するための極めて重要なステップです。このステップを省略したり、不適切に行ったりすることが、修理が失敗する最も一般的な理由となります。
熱衝撃の防止
鋳鉄は脆く、延性が低いです。トーチからの強烈な局所的な熱を冷たい鋳鉄に加えると、大きな内部応力が発生し、ほぼ確実に新たなひび割れが生じます。ゆっくりと均一に予熱することで、この温度差を最小限に抑えます。
フィラーメタル(ろう材)の流れの改善
ろう付けは、溶融したフィラーメタルが密接に接合部に引き込まれる**毛細管現象**に依存しています。母材を予熱することで、フィラーメタルが冷たい表面に接触した際に固化するのではなく、接合部全体にわたって溶融したまま自由に流れることが保証されます。
汚染物質の燃焼
鋳鉄はその使用中に、油やグリースなどの汚染物質を多孔質の構造に吸収します。予熱プロセスはこれらの不純物を燃焼させるのに役立ち、フィラーメタルが適切に接合できるクリーンな表面を得るために不可欠です。

ろう付けプロセス:段階的な手順
適切な温度に達することは、多段階プロセスの一部にすぎません。各ステップが強力で耐久性のある接合のために不可欠です。
ステップ1:徹底的な表面準備
母材は申し分なく清潔でなければなりません。錆、塗料、油、グリースがあると、フィラーメタルが表面を濡らし、強力な接合を形成するのを妨げます。接合部周辺を研磨するか、ワイヤーブラシでこすり、明るくきれいな金属になるまで処理します。
ステップ2:ひび割れの広がりを防ぐ
ひび割れを修理する場合、加熱および冷却サイクル中にひび割れが進行するのを防ぐ必要があります。ひび割れの目に見える端のそれぞれに小さな穴を開け、応力を分散させ、明確な停止点を作ります。
ステップ3:段階的かつ均一な加熱を適用する
接合部そのものではなく、接合部周辺の領域から加熱を開始します。大きくて柔らかい炎を使用し、熱を均一に分散させるためにトーチを絶えず動かし続けます。この**段階的かつ間接的な予熱**が、熱衝撃を避けるための鍵となります。
ステップ4:「鈍い赤色」の合図を監視する
鋳物を加熱するにつれて、薄暗い場所で色を観察します。目指すのは**かすかな、鈍い赤色の輝き**です。これは、ろう付けに適した温度に達したことを示しています。
ステップ5:フラックスとフィラーメタルを適用する
予熱後、接合部にろう付けフラックスを塗布します。フラックスは表面を洗浄し、酸化から保護します。次に、ろう付け棒を接合部に接触させ、母材の熱(直接的な炎ではなく)を使ってフィラーを溶かし、ひび割れや継ぎ目に深く引き込まれるようにします。
避けるべき一般的な落とし穴
リスクを理解することは、手順を知ることと同じくらい重要です。鋳鉄の熱特性の取り扱いを誤ると、失敗につながります。
過熱の危険性
鋳鉄を鈍い赤色や鮮やかな赤色を超えて加熱すると、冶金学的特性が変化し始めたり、接合部の鋭いエッジが溶けたりする可能性があります。これは母材を弱め、修理の完全性を損なう可能性があります。
加熱不足の結果
鋳鉄が十分に熱くない場合、フィラーメタルは適切に流れません。表面に塊状になりやすく、真のろう付け接合の強度を持たない弱い表層的な接合部ができてしまいます。
急冷という致命的な間違い
鋳鉄がゆっくりと加熱される必要があるのと同じように、ゆっくりと冷却される必要があります。ろう付けが完了したら、鋳物を断熱ブランケットで包むか、乾燥した砂の中に埋めます。これにより数時間かけて冷却され、応力ひび割れの発生を防ぎます。
あなたのプロジェクトへの適用
あなたの取り組み方は、修理の性質によって決まるべきです。
- ひび割れた部品(例:排気マニホールド)の修理が主な目的の場合:主な懸念事項は、ひび割れの拡大を防ぐことと熱応力の管理です。ひび割れ停止用の穴あけと、極めてゆっくりとした均一な加熱・冷却に焦点を当ててください。
- 2つの別々の部品を接合することが主な目的の場合:成功は毛細管現象にかかっています。部品間の密着したきれいな嵌合を確認し、両方の部品を均一に予熱して、フィラーメタルが接合部に均一に引き込まれるようにします。
結局のところ、制御された熱管理のプロセスを習得することが、耐久性があり信頼性の高い鋳鉄修理の真の鍵となります。
要約表:
| 主要なステップ | 重要なパラメーター/目標 |
|---|---|
| 予熱温度 | 1100~1300°F (600~700°C) - 鈍い赤色 |
| 主な目標 | 熱衝撃とひび割れの防止 |
| 加熱方法 | 段階的、均一、間接的な加熱 |
| 冷却方法 | ゆっくりとした冷却(例:断熱ブランケット、砂) |
適切な設備で完璧なろう付け結果を達成する
鋳鉄ろう付けに要求される正確で制御された加熱を習得することは、耐久性のある修理のために不可欠です。KINTEKは、信頼性の高い加熱システムや温度監視ツールなど、高品質な実験室およびワークショップ用機器を専門としており、毎回完璧な予熱を達成するのに役立ちます。
あなたの精密作業をサポートします:
- 一貫した熱の確保:当社の機器は、鋳鉄のひび割れを防ぐために重要な、均一で段階的な加熱の維持に役立ちます。
- 正確な監視:自信を持って適切な「鈍い赤色」の温度範囲を実現します。
- プロセスの改善:すべてのプロジェクトで耐久性のあるプロフェッショナルグレードの結果を得ます。
ろう付けプロセスを強化する準備はできましたか? 今すぐ専門家にお問い合わせいただき、ワークショップのニーズに最適なソリューションを見つけてください。
ビジュアルガイド
関連製品
- 1400℃実験室用石英管炉 アルミナチューブ付き管状炉
- 実験室マッフル炉 底部昇降式マッフル炉
- 1700℃実験室用石英管炉 アルミナチューブ付き管状炉
- 実験室用1800℃マッフル炉
- 実験室用脱脂・予備焼結用高温マッフル炉



















