焼鈍プロセスに単一の温度はありません。 正しい温度は、処理される特定の材料と望ましい結果に完全に依存し、材料独自の再結晶点に根本的に関連しています。
焼鈍は固定温度のレシピではなく、材料の内部構造を変化させるために設計された制御された加熱および冷却サイクルです。目標温度は、軟化、応力除去、延性の向上などの目標を達成するために、材料の特定の再結晶温度を基準として選択されます。
焼鈍とは?熱処理の目的
焼鈍は、加工硬化の影響を元に戻すために使用される基本的な熱処理プロセスです。金属が曲げられたり、圧延されたり、引き抜かれたりする(冷間加工として知られるプロセス)と、その内部結晶構造がひずみ、歪み、硬くなりますが、同時に脆くなります。
目的:延性の回復
焼鈍の主な目的は、材料を軟化させ、その延性を回復させることです。これにより、材料は破断することなくさらに加工できるようになります。
このプロセスには、材料を特定の温度まで加熱し、その温度で一定期間保持し、その後ゆっくりと冷却することが含まれます。この制御されたサイクルにより、材料の内部微細構造がより安定した応力のない状態に再形成されます。
焼鈍の3段階
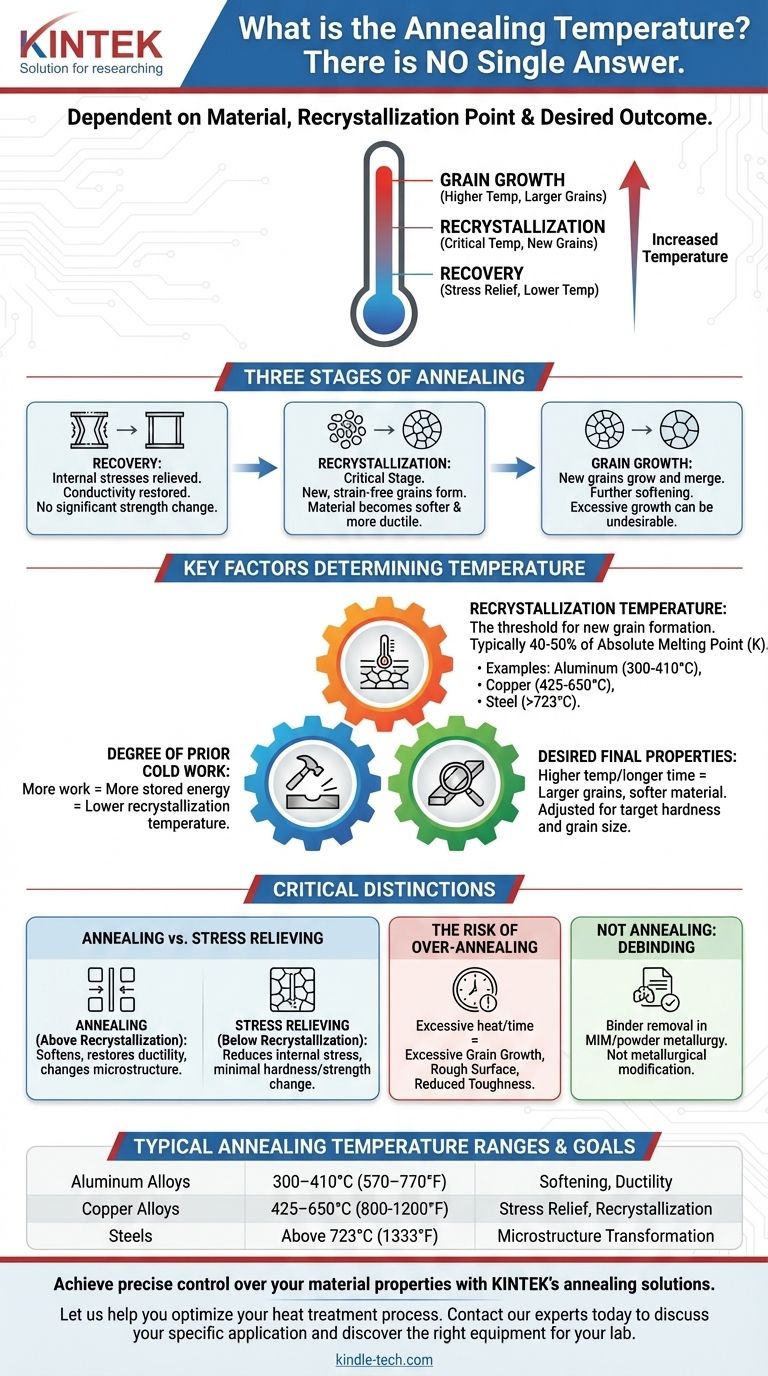
焼鈍は、温度が上昇するにつれて3つの異なる段階で展開されます。
- 回復:低温では、冷間加工による内部応力が緩和されます。材料の電気伝導性は回復しますが、強度や硬度には大きな変化はありません。
- 再結晶:これが重要な段階です。材料が再結晶温度に達すると、新しいひずみのない結晶粒が形成され始め、古い変形した結晶粒に置き換わります。これにより、材料は著しく軟化し、延性が向上します。
- 結晶粒成長:材料が再結晶温度またはそれ以上の温度で長期間保持されると、新しい結晶粒が成長し、結合し始めます。これにより材料はさらに軟化する可能性がありますが、表面仕上げの悪化やその他の負の特性につながる場合があるため、望ましくない場合もあります。

焼鈍温度を決定する主な要因
適切な焼鈍温度を選択することは、精密な工学上の決定です。温度は恣意的なものではなく、材料の物理的特性によって決定されます。
材料の再結晶温度
最も重要な要因は、再結晶温度です。これは、新しい結晶粒が形成され始めるしきい値です。経験則として、この温度は通常、材料の絶対融点(ケルビンで測定)の40〜50%です。
- 鉛や錫のような低融点金属は、室温で再結晶する可能性があります。
- アルミニウム合金は、約300〜410°C(570〜770°F)で焼鈍します。
- 銅合金は、多くの場合425〜650°C(800〜1200°F)の広い範囲で焼鈍します。
- 鋼は、炭素含有量と相図に関連するより複雑な挙動を示し、通常、構造をオーステナイトに変態させるために723°C(1333°F)以上での焼鈍が必要です。
事前の冷間加工の程度
材料が冷間加工されるほど、より多くの蓄積エネルギーが含まれます。この蓄積エネルギーは、再結晶を開始するのに必要な温度を低下させます。
重度に加工された部品は、同じ材料の軽く加工された部品よりもわずかに低い温度で、または短い時間で焼鈍されます。
望ましい最終特性
最終的な焼鈍温度と保持時間は、目標とする結晶粒サイズと硬度を達成するために調整されます。一般に、温度が高いほど、または時間が長いほど、結晶粒が大きくなり、材料は軟化します。
重要な区別を理解する
焼鈍を他の熱ベースのプロセスと混同しがちです。意図した工学上の結果を達成するためには、正しい区別をすることが重要です。
焼鈍と応力除去
応力除去は、再結晶点よりもはるかに低い温度で行われます。その唯一の目的は、材料の硬度や強度を大幅に変えることなく、製造中(溶接や機械加工など)に発生した内部応力を低減することです。
過焼鈍のリスク
材料を過度に加熱したり、長期間加熱したりすると、過剰な結晶粒成長を引き起こす可能性があります。これにより材料は非常に軟らかくなりますが、その後の成形作業中に粗い「オレンジピール」のような表面テクスチャが生じたり、場合によっては靭性が低下したりする可能性があります。
「脱脂」の明確化
参照で述べられているプロセスである脱脂は、焼鈍ではありません。脱脂は、粉末冶金または金属射出成形(MIM)の工程で、最終的な焼結工程の前に「グリーン」部品からポリマーバインダーを焼き払うものです。
脱脂は、一部の焼鈍サイクルと同じ範囲の温度(例:最大600°C)での加熱を伴いますが、その目的は全く異なります。それはバインダーの除去であり、冶金学的特性の変更ではありません。
正しい焼鈍パラメータの選択
材料を適切に焼鈍するには、一般的な数値を超えて、選択した合金の特定の目標に焦点を当てる必要があります。
- 重度の成形のための最大の軟らかさを最優先する場合:完全な焼鈍を行う必要があります。材料を再結晶温度より十分に高く加熱して、完全な変態を確実にします。
- 溶接後の内部応力緩和のみを最優先する場合:臨界再結晶点よりも低い温度で行われる低温応力緩和サイクルが、正しくより効率的な選択です。
- 炭素鋼を扱う場合:鉄-炭素相図を参照して、目的の微細構造(例:完全なオーステナイト化)を達成するために必要な正確な温度を選択する必要があります。
最終的に、正しい焼鈍温度は、材料の基本的な特性と工学上の目標の関数です。
要約表:
| 材料の種類 | 一般的な焼鈍温度範囲 | 主な目的 |
|---|---|---|
| アルミニウム合金 | 300~410°C (570~770°F) | 軟化、延性 |
| 銅合金 | 425~650°C (800~1200°F) | 応力除去、再結晶 |
| 鋼 | 723°C (1333°F)以上 | 微細構造の変態 |
| 低融点金属(例:鉛) | 室温付近 | 再結晶 |
KINTEKの焼鈍ソリューションで、材料特性を正確に制御しましょう。
アルミニウム、銅、鋼、その他の合金のいずれを扱っている場合でも、目的の硬度、延性、応力除去を達成するには、正しい焼鈍温度を選択することが重要です。KINTEKは実験装置と消耗品を専門とし、お客様のラボが常に完璧な焼鈍サイクルを実行するために必要な信頼性の高い炉と専門家によるサポートを提供します。
熱処理プロセスの最適化をお手伝いします。今すぐ専門家にお問い合わせください。お客様の特定の用途について話し合い、ラボに最適な機器を見つけましょう。
ビジュアルガイド