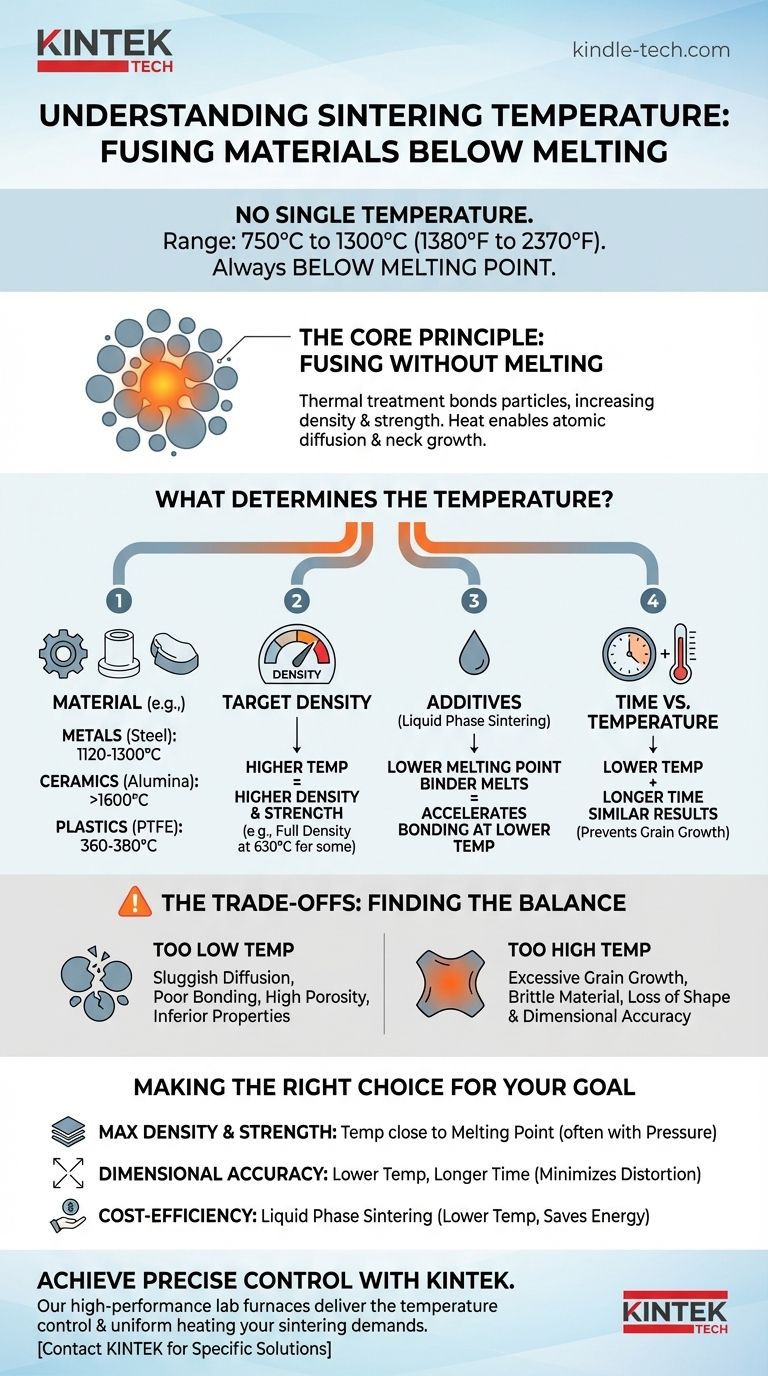
実際には、焼結に単一の温度というものはありません。 このプロセスは通常、一般的な金属やセラミックスでは750°Cから1300°C(1380°Fから2370°F)の広い範囲で実施されますが、これは処理する特定の材料と部品の望ましい最終特性に大きく依存します。重要なのは、温度が常に材料の実際の融点よりも低くなければならないということです。
焼結温度は固定値ではなく、重要なプロセス変数です。目標は、材料が溶けて形状を失うことなく、原子が粒子を融合させて密度と強度を高めるのに十分なだけ加熱することです。
核心原理:溶解させずに融合させる
焼結は、粉末成形体に強度と完全性を与えるために適用される熱処理です。このプロセスにより粒子が結合し、緻密化が促進され、初期の圧縮段階で残った気孔が除去されます。
駆動力としての温度
熱は原子拡散に必要なエネルギーを供給します。焼結温度では、粉末粒子の接触点にある原子が移動可能になります。それらは粒子境界を横切って移動し、個々の粒子が融合し、それらの間に「ネック」が成長します。
「融点よりわずかに下」の法則
このプロセスは鋳造とは根本的に異なります。温度は拡散を可能にするのに十分なほど高く、材料が固体状態を維持するのに十分なほど低くなければなりません。温度が融点に達すると、部品は液化し、形状を失い、プロセスは失敗します。
焼結温度を決定するもの
正確な温度は、いくつかの相互作用する要因に依存する慎重に計算された変数です。
処理する材料
すべての材料には、原子拡散が顕著になる独自の温度があります。
- 金属: 鉄合金は1120°Cから1300°Cの間で焼結されることがよくあります。
- セラミックス: アルミナなどの材料は、多くの場合1600°Cを超える、はるかに高い温度を必要とします。
- プラスチック: PTFE(テフロン)などのポリマーは、通常360°Cから380°C程度の、はるかに低い温度で焼結されます。
目標とする最終密度
温度が高いほど、一般的に拡散が促進され、気孔率の低い、より密度の高い最終部品が得られます。最大の機械的強度が要求される用途では、オペレーターは安全に可能な限り高い温度まで温度を上げることがよくあります。ある特定の材料で630°Cで完全密度を達成したという言及があり、目標が温度をどのように決定するかを示しています。
添加剤の使用(液相焼結)
場合によっては、融点がより低い粉末を主材料に混合します。加熱中、この添加剤が溶融し、固体粒子の間の気孔に流れ込む液相になります。この液体は拡散と結合を促進し、全体的な温度を低くして焼結を成功させることができ、エネルギーと時間を節約します。
トレードオフの理解
適切な温度を選択することは、バランスを取る作業です。不適切な選択の結果は重大です。
温度が低すぎる場合
温度が不十分な場合、原子拡散は緩慢になります。これは、粒子間の結合不良、高い残留気孔率、および低強度や硬度などの劣った機械的特性を持つ最終製品につながります。
温度が高すぎる場合
最適な温度を超えると、融点以下であっても他のリスクが生じます。主な危険性は過度の粒成長です。これは材料を脆くし、強度を低下させる可能性があります。また、部品の沈み込みや反りにより、寸法の精度が失われる可能性もあります。
時間の役割
焼結は温度と時間の両方の関数です。より長い時間、より低い温度を使用することで、同様の緻密化レベルを達成できることがよくあります。このトレードオフは、高性能材料における望ましくない粒成長を防ぐためによく使用されます。
目標に合わせた正しい選択をする
最適な焼結温度は、常に特定の製造目標と結びついています。
- 最大の密度と強度が主な焦点の場合: 融点に近い温度を使用し、圧力(「熱間等方圧プレス」として知られるプロセス)と組み合わせる可能性があります。
- 複雑な形状の寸法の精度が主な焦点の場合: 歪みのリスクを最小限に抑えるために、わずかに低い温度とより長い保持時間を使用する場合があります。
- コスト効率が主な焦点の場合: 液相焼結は、必要なプロセス温度を下げることでエネルギー消費を削減するための効果的な戦略となり得ます。
結局のところ、焼結プロセスを習得することは、緩い粉末を緻密で固体の機能部品に変えるために熱を正確に制御することなのです。
要約表:
| 要因 | 焼結温度への影響 |
|---|---|
| 材料 | 金属(例:鋼):約1120-1300°C。セラミックス(例:アルミナ):>1600°C。プラスチック(例:PTFE):約360-380°C。 |
| 目標密度 | 高密度にはより高い温度が必要(例:一部の材料では630°Cで完全密度を達成)。 |
| 添加剤 | 添加剤を用いた液相焼結により、より低い温度が可能になる。 |
| 時間と温度の関係 | 同様の結果を達成し、粒成長を制御するために、より低い温度とより長い保持時間を使用できる。 |
KINTEKで焼結プロセスを正確に制御しましょう。
金属、セラミックス、特殊材料のいずれを扱っている場合でも、適切な焼結温度を選択し維持することは、部品の目的の密度、強度、寸法の精度を達成するために極めて重要です。KINTEKは、焼結用途で要求される正確な温度制御と均一な加熱を提供する高性能ラボ炉および熱処理装置を専門としています。
当社の専門家は、最高の効率と製品品質のために熱処理を最適化するための適切な装置の選択をお手伝いします。 当社のチームに今すぐご連絡 いただき、お客様固有の焼結要件についてご相談の上、KINTEKのソリューションがお客様の研究所の能力をどのように向上させられるかをご確認ください。
ビジュアルガイド