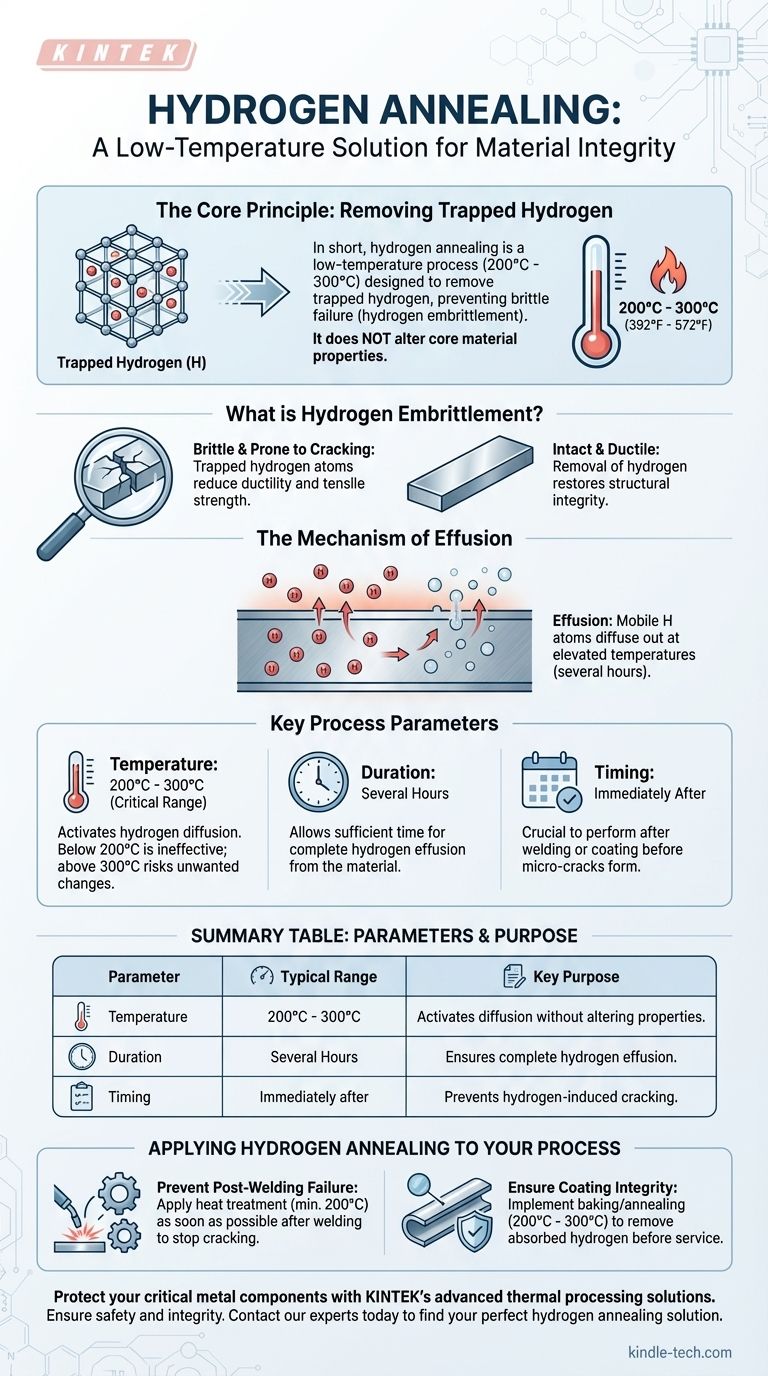
簡単に言えば、水素アニーリングは低温プロセスであり、通常は200°Cから300°C(392°Fから572°F)の間で行われます。鉄および一部のステンレス鋼でこのプロセスを開始するための最小有効温度は200°Cであり、これは閉じ込められた水素原子が材料から拡散して出ていくことを可能にするために必要です。
水素アニーリングの中心的な目標は、金属のコア特性を変更することではなく、精密な低温熱処理を使用して閉じ込められた水素を除去することです。これにより、水素脆化として知られる壊滅的な破損モードを防ぎます。
核心原理:閉じ込められた水素の除去
水素アニーリングは、非常に特定の課題を解決するために設計されたターゲットを絞った熱処理です。材料を軟化させたり、内部応力を緩和したりすることを目的とする従来の焼鈍とは異なり、このプロセスは水素除去にのみ焦点を当てています。
水素脆化とは?
溶接、電気めっき、亜鉛めっきなどのプロセス中に、個々の水素原子が金属の結晶構造内に閉じ込められることがあります。
これらの閉じ込められた原子は、材料の延性および引張強度を著しく低下させ、脆くし、応力下での亀裂発生を促進します。この現象は水素脆化と呼ばれます。
温度の役割
200°Cから300°Cの温度範囲は非常に重要です。閉じ込められた水素原子が金属の格子を移動、つまり拡散するのに十分な熱エネルギーを与えるのに十分な高さでなければなりません。
しかし、この温度は、より高い焼鈍温度で発生するような、硬度や焼戻しなどの材料の意図された機械的特性を変えることを避けるために、十分に低いものでなければなりません。
流出のメカニズム
材料をこの高温で数時間保持することにより、移動性の水素原子は金属中を移動し、表面に到達して逃げ出します。
固体からガスが逃げるこのプロセスは流出として知られています。これにより、脆化の原因が効果的に除去されます。

主要なパラメータの理解
水素アニーリングの成功は、材料と水素を導入した製造工程に合わせてプロセス変数を慎重に制御することにかかっています。
臨界温度範囲
このプロセスは、200°Cから300°Cの範囲内にとどまることに依存しています。200°Cを下回ると、鉄系合金では水素拡散が遅すぎて効果がありません。300°Cを大幅に超えると、金属の微細構造に望ましくない変化が生じるリスクがあります。
持続時間とタイミング
水素が完全に拡散して出ていくのに十分な時間を確保するため、部品は通常、水素アニーリング炉内で数時間温度に保持されます。
重要なことに、このプロセスは、溶接やコーティングなどの水素導入ステップの直後、マイクロクラックが発生する前に実行される場合に最も効果的です。
これをプロセスに適用する方法
適切なパラメータを選択することは、材料に意図しない結果をもたらすことなくリスクを軽減することです。
- 溶接後の破損防止が主な焦点である場合:溶接が冷却された後、できるだけ早く最低200°Cで熱処理を適用し、水素誘起亀裂を防ぎます。
- コーティングまたは亜鉛めっきの完全性確保が主な焦点である場合:部品が使用される前に、200°Cから300°Cの間でベーキングまたはアニーリングステップを実施して、吸収された水素を除去します。
最終的に、水素アニーリングは、隠れた脅威から部品の完全性を保護するために使用される精密な熱処理ツールです。
要約表:
| パラメータ | 一般的な範囲 | 主な目的 |
|---|---|---|
| 温度 | 200°C - 300°C (392°F - 572°F) | 金属特性を変えることなく水素拡散を活性化 |
| 持続時間 | 数時間 | 水素が材料から流出するのに十分な時間を確保 |
| タイミング | 溶接/コーティング直後 | 水素誘起亀裂の発生を未然に防ぐ |
重要な金属部品を水素脆化から保護しましょう。水素アニーリングの精密な低温熱処理は、溶接またはコーティングされた部品の完全性と安全性を確保するために不可欠です。KINTEKは、この重要なプロセスを効果的に実施するために必要な高度な実験装置と熱処理ソリューションを提供することに特化しています。
材料が隠れた脅威から安全であることを確認してください。今すぐ専門家にお問い合わせいただき、お客様のラボのニーズに最適な水素アニーリングソリューションを見つけてください。
ビジュアルガイド
関連製品
- 制御窒素不活性水素雰囲気炉
- セラミックファイバーライニング付き真空熱処理炉
- 1400℃ 窒素・不活性ガス雰囲気制御炉
- 1200℃ 制御雰囲気炉 窒素不活性雰囲気炉
- 実験室用脱脂・予備焼結用高温マッフル炉



















