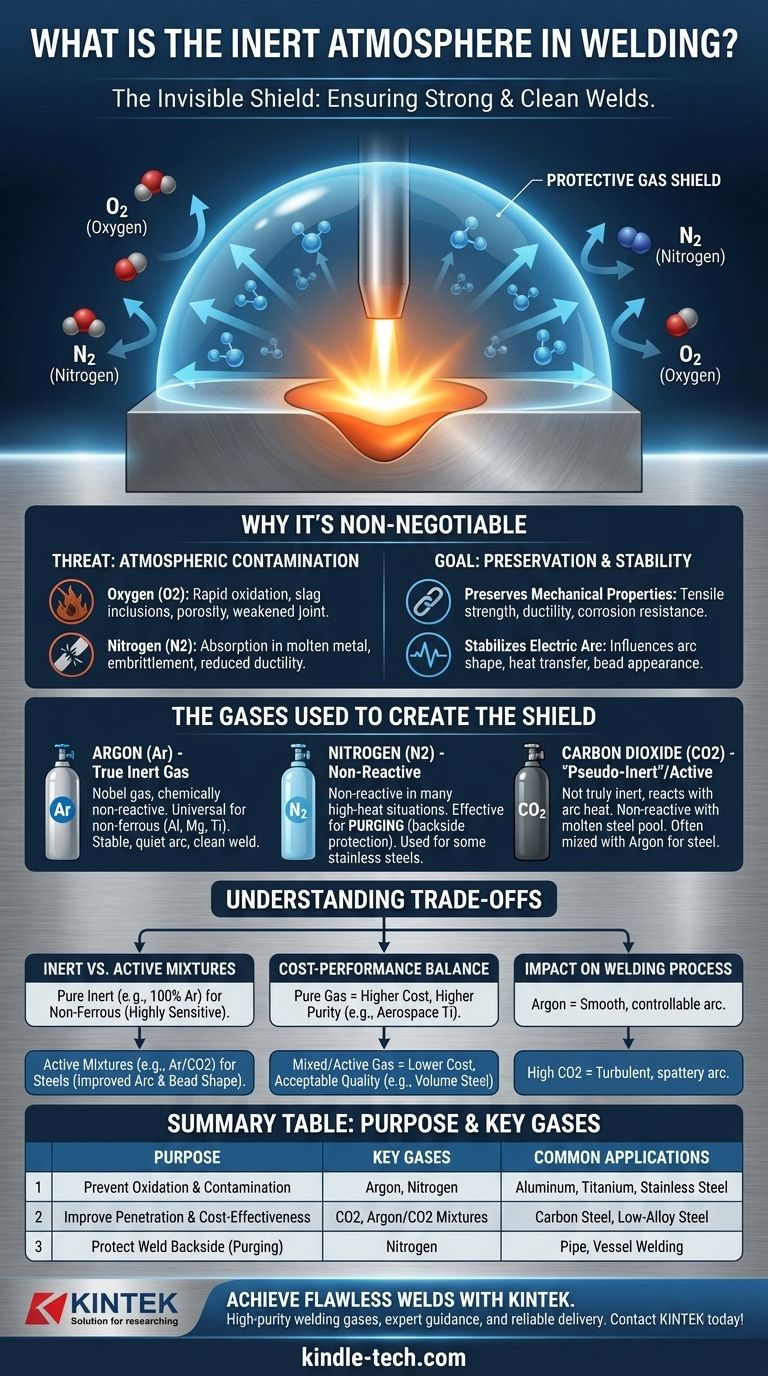
溶接における不活性雰囲気とは、溶接アークと溶融金属プールを意図的に覆う保護ガスシールドのことです。このガスシールドは、周囲の空気、特に熱い金属と非常に反応しやすい酸素と窒素を排除します。この制御された環境を作り出すことで、不活性雰囲気は汚染や欠陥を防ぎ、完成した溶接が強力でクリーンであることを保証します。
不活性雰囲気の核心的な目的は、ガスそのものではなく、その機能にあります。それは、溶融溶接部の周囲に無菌ゾーンを作り出すことです。反応性の高い大気ガスを物理的に押し出すことで、このシールドは最終的な溶接部の化学的完全性と構造的強度を維持します。
保護雰囲気が不可欠な理由
不活性雰囲気の役割を理解するには、まず溶融金属の脆弱性を認識する必要があります。溶融金属は非常に反応性の高い状態にあり、触れるあらゆる元素と結合する準備ができています。
大気汚染の脅威
保護シールドがないと、溶接アークの激しい熱により、溶融金属は空気と即座に反応してしまいます。
酸素は主要な敵であり、急速な酸化(錆のようなもの)を引き起こし、スラグ介在物やポロシティ(溶接部に閉じ込められた微細なガス泡)を生成します。これらはいずれも継ぎ手を著しく弱めます。
窒素は安定していると考えられがちですが、一部の溶融金属に吸収されると、脆化を引き起こし、溶接の延性や靭性を劇的に低下させることがあります。
機械的特性の維持
適切な不活性雰囲気は、溶接金属が意図された化学組成で冷却および凝固することを保証します。
これにより、引張強度、延性、耐食性などの重要な機械的特性が維持されます。汚染された溶接は、定義上、失敗した溶接です。
電気アークの安定化
保護だけでなく、シールドガス自体が電気回路の一部となります。
使用されるガスの種類は、アークの安定性、溶接ビードの形状、およびアークからワークピースへの熱伝達方法に影響を与えます。

シールドの作成に使用されるガス
多くのガスが存在しますが、溶接雰囲気を作成するのに適した特性を持つものはごく一部です。それらは、不活性、非反応性、または活性混合物の一部として広く分類されます。
真の不活性ガス:アルゴン (Ar)
アルゴンは希ガスであり、いかなる溶接条件下でも化学的に非反応性であることを意味します。
アルミニウム、マグネシウム、チタンなどの非鉄金属の普遍的な標準です。非常に安定した静かなアークとクリーンな溶接外観を生成します。
非反応性ガス:窒素 (N2)
厳密には希ガスではありませんが、窒素は多くの高熱状況で非反応性であるため、不活性雰囲気を作り出すためによく使用されます。
特にパージング(パイプや容器の内部をガスで満たし、溶接部の裏側を酸素から保護するプロセス)に効果的で経済的です。また、特定のステンレス鋼の主要なシールドガスとしても使用できます。
「擬似不活性」および活性ガス:二酸化炭素 (CO2)
一部のガスは真に不活性ではありませんが、特定の状況ではそのように振る舞います。二酸化炭素が最も一般的な例です。
アークの高温と反応する可能性がありますが、鋼の溶接における溶融溶接プールとはほとんど反応しません。溶接の浸透を改善するためにアルゴンと混合されることが多く、はるかに安価です。
トレードオフの理解
ガスの選択は、冶金、コスト、および望ましい結果によって左右される重要な決定です。すべての用途に完璧な単一のガスはありません。
不活性ガスと活性ガス混合物
アルゴンなどの純粋な不活性ガスは、あらゆる形態の酸化に非常に敏感な非鉄金属に必須です。
活性ガス混合物(通常、少量のCO2または酸素を含むアルゴン)は、鋼の溶接に使用されます。「活性」成分は、これらの材料のアーク安定性とビード形状を実際に改善し、純粋な不活性ガスよりも優れた性能を提供できます。
コストと性能のバランス
ガスの純度とコストの間には直接的な相関関係があります。純粋なアルゴンは、粗製の二酸化炭素よりも著しく高価です。
大量生産の鋼加工では、Ar/CO2混合物または純粋なCO2を使用することで、はるかに低い運用コストで許容可能な溶接品質が得られます。チタンを扱う航空宇宙または医療用途では、純粋なアルゴンの高コストは譲れない要件です。
溶接プロセスへの影響
ガスの選択は溶接作業者の経験に直接影響します。アルゴンシールドアークは滑らかで制御が容易です。
高濃度のCO2でシールドされたプロセスは、より乱流でスパッタの多いアークを生成する傾向があり、操作にはより高いスキルが必要です。
溶接に適した雰囲気の選択
シールドガスの選択は、溶接する材料と品質要件に合わせた意図的なものでなければなりません。
- 非鉄金属(アルミニウムやチタンなど)の溶接が主な焦点である場合:化学反応を防ぎ、クリーンな溶接を確保するために、純粋な不活性ガス(通常100%アルゴン)が必要です。
- 炭素鋼または低合金鋼の溶接が主な焦点である場合:75%アルゴンと25%二酸化炭素などの活性ガス混合物は、溶接品質、深い浸透、および費用対効果の最適なバランスを提供することがよくあります。
- 溶接部の裏側の酸化を防ぐこと(パージング)が主な焦点である場合:窒素は、特にステンレス鋼の不活性バックシールド雰囲気を作成するための優れた経済的な選択肢です。
最終的に、雰囲気の役割を理解することは、溶接を単純なプロセスから制御された科学へと変えます。
概要表:
| 目的 | 主要ガス | 一般的な用途 |
|---|---|---|
| 酸化と汚染の防止 | アルゴン(不活性)、窒素(非反応性) | アルミニウム、チタン、ステンレス鋼 |
| 浸透と費用対効果の向上 | 二酸化炭素(CO2)、アルゴン/CO2混合物 | 炭素鋼、低合金鋼 |
| 溶接裏側の保護(パージング) | 窒素 | パイプ、容器溶接 |
適切な雰囲気で完璧な溶接を実現
正しい不活性雰囲気を選択することは、溶接の完全性と性能にとって非常に重要です。KINTEKは、お客様の特定の研究室および産業ニーズを満たすために、高純度溶接ガスおよび機器の供給を専門としています。
弊社は以下を提供します:
- 高純度アルゴン、窒素、および特殊ガス混合物。
- お客様の材料と用途に合わせたガス選択に関する専門的なガイダンス。
- 研究室の消耗品に対する信頼性の高い配送とサポート。
溶接を強力でクリーン、欠陥のないものにしてください。今すぐKINTEKにご連絡いただき、溶接ガス要件についてご相談ください!
ビジュアルガイド