基本的に、焼き入れとは、金属(最も一般的には鋼)の硬度と強度を劇的に向上させるために設計された、制御された熱処理プロセスです。金属を特定の非常に高い温度まで加熱し、その温度に保持した後、極めて速く冷却することを含みます。この急冷は焼入れと呼ばれ、金属の内部構造を強く、しかし応力のかかった状態で固定します。
焼き入れの基本的な目標は、金属がその柔らかい自然な状態に戻るには速すぎる冷却によって、特定の高温結晶構造を金属内に閉じ込めることです。このプロセスは、金属の自然な柔軟性と引き換えに、卓越した硬度と耐摩耗性を得ます。
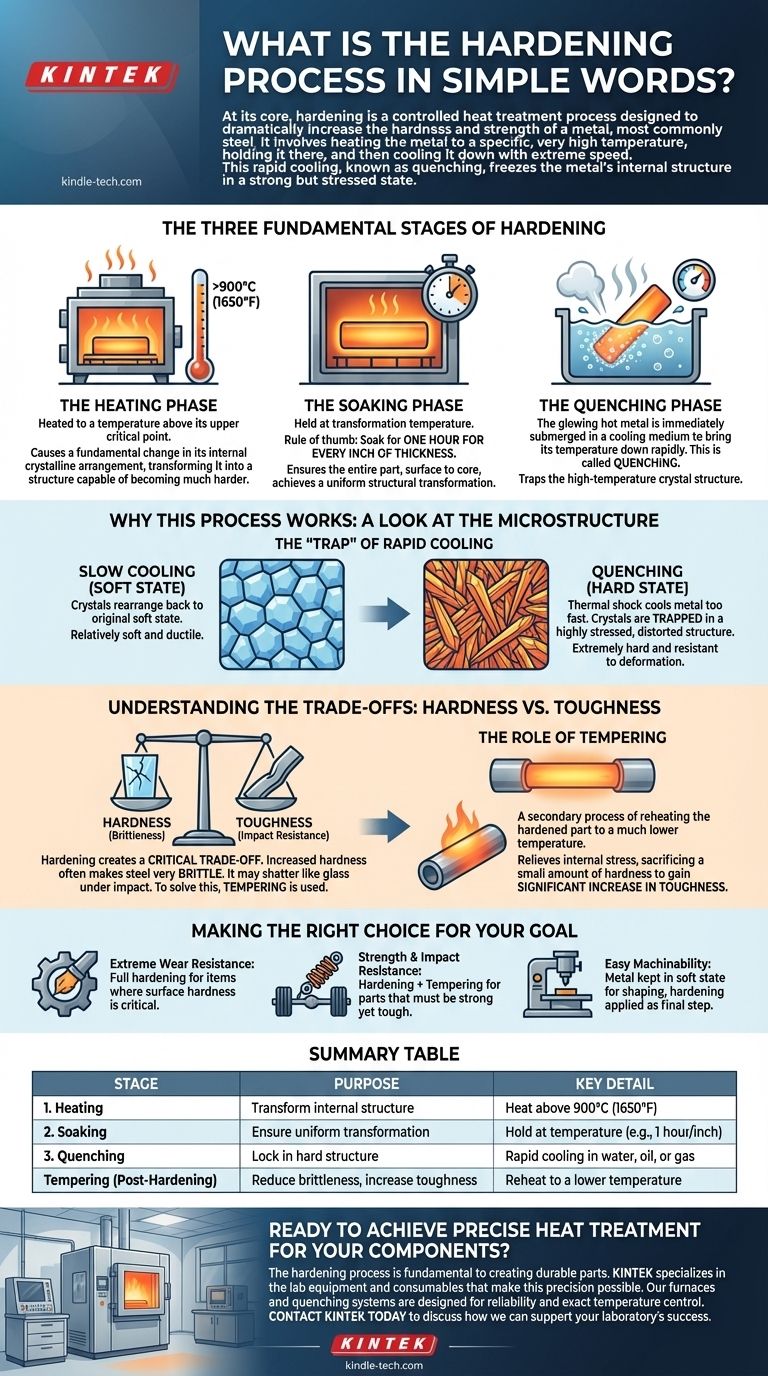
焼き入れの3つの基本段階
焼き入れプロセスは、最新の真空炉で行われるか伝統的な炉で行われるかにかかわらず、3つの明確で重要な段階を踏みます。各ステップは、金属の内部特性を変化させる上で正確な役割を果たします。
第1段階:加熱フェーズ
まず、金属を炉内で上部臨界点を超える温度、多くの場合900°C(1650°F)以上に加熱します。
この温度まで加熱しても金属は溶けません。代わりに、その内部の結晶配列に根本的な変化を引き起こし、はるかに硬くなることができる構造へと変換します。
第2段階:保持(ソーキング)フェーズ
変態温度に達したら、その温度に保持することで金属を「焼入れ(ソーキング)」します。
一般的な経験則として、材料の厚さ1インチごとに1時間保持することが推奨されます。これにより、部品全体が表面から芯まで、完全かつ均一な構造変化を達成したことが保証されます。
第3段階:焼入れ(クエンチング)フェーズ
これは最も劇的なステップです。赤熱した金属を炉から取り出し、直ちに冷却媒体に浸漬して温度を急速に下げます。
この急速な冷却を焼入れ(クエンチング)と呼びます。一般的な焼入れ媒体には、鋼の種類や望ましい結果に応じて、水、ブライン(塩水)、油、あるいは窒素のような高圧不活性ガスが含まれます。

なぜこのプロセスが機能するのか:ミクロ組織の考察
焼き入れの魔法はミクロレベルで起こります。それは金属の結晶格子構造の意図的な操作です。
柔らかい状態 対 硬い状態
通常の室温状態では、鋼は比較的柔らかく延性のある結晶構造を持っています。臨界点を超えて加熱されると、よりコンパクトな別の構造へと再編成されます。
鋼をゆっくり冷却させると、結晶は元の柔らかい状態に戻る時間があります。
急速冷却による「トラップ」
焼入れは熱衝撃です。金属を非常に速く冷却するため、結晶は元の柔らかい形に戻る時間がありません。
代わりに、それらは非常に応力がかかり、歪んだ、針状の構造に閉じ込められます。この新しく固定された構造は極めて硬く、変形に耐性があるため、これが材料硬度の向上として認識されるものです。
トレードオフの理解:硬度 対 靭性
焼き入れは万能の改善ではありません。硬度の著しい向上は代償を伴い、エンジニアが管理しなければならない重要なトレードオフを生み出します。
脆性の問題
極度に焼き入れされた鋼片は、しばしば非常に脆くなります。傷や摩耗には耐えられますが、鋭い衝撃を受けるとガラスのように粉々になる可能性があります。
多くの場合、このレベルの脆性は許容できません。なぜなら、部品は壊滅的な故障なしに衝撃を吸収する必要があるからです。
焼き戻しの役割
この問題を解決するために、焼き入れ後にはほぼ必ず焼き戻し(テンパリング)と呼ばれる二次プロセスが実行されます。
焼き戻しとは、焼き入れされた部品をはるかに低い温度まで再加熱することを含みます。このプロセスは内部応力を一部解放し、わずかな硬度の低下と引き換えに靭性(破壊に対する耐性)の大幅な向上をもたらします。
目標に応じた適切な選択
焼き入れは、特定の作業のために金属の特性を設計するために使用される基本的なプロセスです。アプローチは、コンポーネントの最終的な用途に完全に依存します。
- 究極の耐摩耗性が主な焦点の場合: 切削工具、ボールベアリング、ギアなど、表面硬度が最も重要な特性であるものには、完全な焼き入れプロセスが使用されます。
- 強度と耐衝撃性が主な焦点の場合: 破断せずに曲がるのに十分な靭性を持ちながら強靭でなければならない車軸、ばね、構造ボルトなどの部品には、焼き入れ後に焼き戻しを行う組み合わせが不可欠です。
- 容易な機械加工性が主な焦点の場合: 金属は、フライス加工や成形などの工程のために、柔らかい未焼き入れ状態で保持され、焼き入れは最終ステップとしてのみ適用されます。
結局のところ、焼き入れは、優れた性能レベルを達成するために、意図的に不安定な内部構造を固定するために使用される精密な冶金ツールです。
要約表:
| 段階 | 目的 | 重要な詳細 |
|---|---|---|
| 1. 加熱 | 内部構造の変態 | 900°C (1650°F)以上に加熱 |
| 2. 保持 | 均一な変態の確保 | 温度を保持(例:厚さ1インチあたり1時間) |
| 3. 焼入れ | 硬い構造の固定 | 水、油、またはガスによる急速冷却 |
| 焼き戻し(焼き入れ後) | 脆性の低減、靭性の向上 | より低い温度への再加熱 |
コンポーネントの正確な熱処理を実現する準備はできましたか?
焼き入れプロセスは、切削工具から構造用ばねに至るまで、耐久性のある部品を作成するための基本です。KINTEKは、この精度を可能にする実験装置と消耗品を専門としています。当社の炉と焼入れシステムは、信頼性と正確な温度制御のために設計されており、材料が硬度と靭性の最高基準を満たすことを保証します。
当社の専門家が、お客様の特定の焼き入れおよび焼き戻しのニーズに最適な装置の選択をお手伝いします。今すぐKINTEKにお問い合わせいただき、当社のラボの成功をどのようにサポートできるかをご相談ください。
ビジュアルガイド