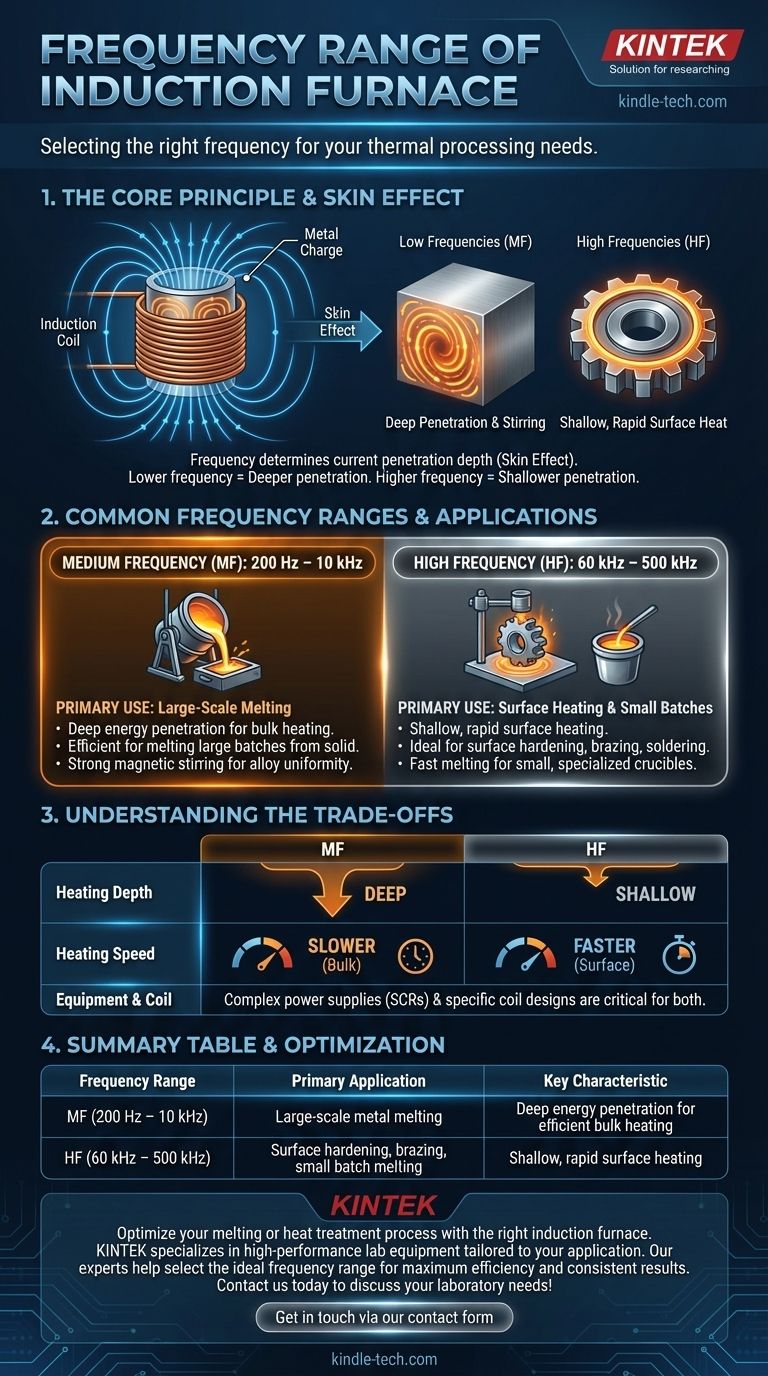
誘導炉の周波数は単一の値ではなく、その意図された用途に基づいて明確な範囲に分類されます。大規模な溶解を目的とした炉は、通常200 Hzから10 kHzの範囲の中周波数(MF)で動作します。対照的に、表面加熱や、より小さく精密な溶解作業に使用されるシステムは、60 kHzから500 kHzに及ぶ高周波数(HF)範囲で動作します。
周波数の選択は、炉の主要な機能を決定する重要なエンジニアリング上の決定です。低い周波数は大容量の溶解のために金属により深く浸透し、高い周波数は急速な加熱や小バッチの処理のためにエネルギーを表面近くに集中させます。
周波数が決定的な要因である理由
異なる周波数範囲を理解するためには、まず誘導加熱の基本原理と、周波数がその動作にどのように直接影響するかを理解する必要があります。
誘導加熱の原理
誘導炉は変圧器のように機能します。交流電流で駆動される一次コイルが、強力で急速に変化する磁場を生成します。加熱される金属(「装入物」)がこの磁場内に置かれると、実質的に二次コイルとなります。
この磁場は、渦電流として知られる強力な電流を金属内に流させます。金属がこれらの渦電流の流れに自然に抵抗することで、莫大な熱が発生し、金属が溶解します。
決定的な「表皮効果」
電源の動作周波数は、これらの渦電流が金属に浸透する深さを直接決定します。この現象は表皮効果として知られています。
高周波数では、渦電流は材料の表面近くの薄い層に流れるように強制されます。低周波数では、電流は金属の芯部により深く浸透することができます。
均一性のための磁力攪拌
このプロセスの二次的な利点は、自然な攪拌作用です。磁場と渦電流によって生成される力により、溶融金属が循環し、均一な温度と一貫した合金組成が保証されます。

一般的な周波数範囲とその用途
「表皮効果」こそが、誘導システムが特定の周波数帯域向けに設計されている理由です。各帯域は、異なる種類の熱処理に最適化されています。
中周波数(MF)炉:200 Hz – 10 kHz
これはほとんどの鋳造所や金属溶解作業の主力範囲です。より低い周波数により、エネルギーが装入物に深く浸透します。
この深い浸透は、大量の金属を固体状態から効率的に溶解するために不可欠です。強力な磁場はまた、合金の混合に理想的な強力な攪拌作用も生み出します。
高周波数(HF)炉:60 kHz – 500 kHz
高周波数システムは、加熱を高速かつ局所的に行う必要がある場合に使用されます。浅いエネルギー浸透は、大量の溶解を伴わない用途に最適です。
一般的な用途には、鋼部品の表面硬化、ろう付け、はんだ付け、および深部加熱よりも速度が重要な、非常に小さく特殊なバッチの溶解が含まれます。
トレードオフの理解
周波数の選択は、加熱の深さ、速度、および機器の考慮事項とのバランスです。これは万能の解決策ではありません。
浸透深度 対 加熱速度
これが基本的なトレードオフです。中周波数炉は装入物全体を徹底的に加熱しますが、大容量を所定の温度にするのに時間がかかります。高周波数システムは表面層をほぼ瞬時に加熱しますが、大きな固体の塊を溶解するには非効率的です。
機器の複雑さ
電源と制御システムは重要なコンポーネントです。これらのシステムは、指定された周波数と電力を確実に生成する必要があり、多くの場合、高負荷を管理するために複雑な集積回路やサイリスタ(SCR)を使用します。高周波数電源はより複雑で高価になる可能性があります。
コイル設計
誘導コイル自体も、炉の動作周波数と装入物の形状に合わせて特別に設計する必要があります。不適切な設計のコイルは非常に非効率的であり、電源の能力に関係なく性能低下につながる可能性があります。
用途に合った正しい選択をする
最適な周波数は、材料とプロセスの目標によって完全に決まります。
- 大量の金属の溶解が主な焦点である場合(例:鋳造所): 効率のために深いエネルギー浸透が必要であり、中周波数炉が標準的な選択となります。
- 表面処理が主な焦点である場合(例:歯車の浸炭焼入れ): 正確で浅い加熱が必要であり、高周波数システムが適切なツールとなります。
- 少量で特殊なバッチを迅速に溶解することが主な焦点である場合: 高周波数炉の方が、小容量のるつぼや貴金属に対してより効率的で高速になる可能性があります。
周波数と加熱深度の直接的な関係を理解することで、特定の産業プロセスに最も効率的な技術を選択できるようになります。
要約表:
| 周波数範囲 | 主な用途 | 主な特徴 |
|---|---|---|
| 中周波数(200 Hz – 10 kHz) | 大規模金属溶解 | 効率的なバルク加熱のための深いエネルギー浸透 |
| 高周波数(60 kHz – 500 kHz) | 表面硬化、ろう付け、小バッチ溶解 | 浅く、急速な表面加熱 |
適切な誘導炉で溶解または熱処理プロセスを最適化しましょう。
KINTEKでは、大量溶解から精密な表面処理まで、お客様の特定の用途に合わせて調整された誘導炉を含む高性能なラボ機器の提供を専門としています。当社の専門家が、効率を最大化し、均一な加熱を保証し、一貫した結果を達成するために、理想的な周波数範囲の選択をお手伝いします。
生産性を向上させる当社の信頼できるソリューションについて、ラボのニーズをご相談いただくために、今すぐお問い合わせください。 パーソナライズされたコンサルテーションについては、お問い合わせフォームからご連絡ください!
ビジュアルガイド